Dịch Vụ
Gia Công Inox Tấm: Chuẩn ISO 9001, Bề Mặt, Dung Sai & Báo Giá
Th11
Tổng quan inox tấm & lợi ích cho dự án B2B
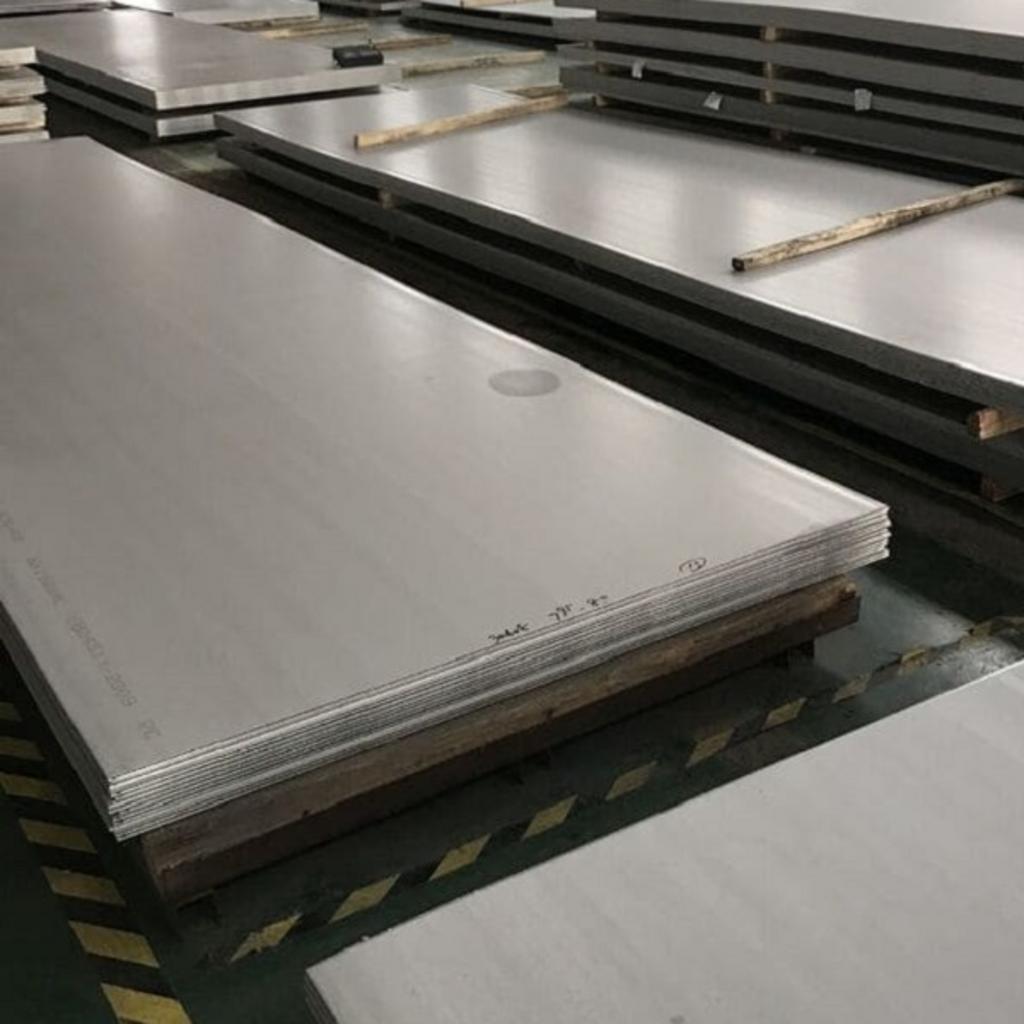
Inox tấm là vật liệu bền – vệ sinh – thẩm mỹ, dễ gia công theo ISO 9001, giúp tối ưu tuổi thọ và chi phí bảo trì cho dự án B2B.
Trong các dự án bếp công nghiệp, y tế, kiến trúc hay điện công nghiệp, lựa chọn vật liệu quyết định trực tiếp đến hiệu suất vận hành và tổng chi phí sở hữu (TCO). Với gia công inox tấm, Quý khách sở hữu nền tảng vật liệu có độ bền cơ học cao, chống ăn mòn tốt và bề mặt dễ làm sạch, phù hợp tiêu chuẩn vệ sinh an toàn thực phẩm. Kết hợp quy trình ISO 9001, chúng tôi kiểm soát dung sai, truy xuất nguồn gốc (CO/CQ) và chất lượng đồng nhất qua từng lô.
Inox tấm có thể cắt laser/CNC theo bản vẽ, chấn tạo hình, hàn TIG/MIG và hoàn thiện bề mặt (2B/BA/HL/8K) để đáp ứng yêu cầu kỹ thuật đa dạng. Nhờ tính dẻo và khả năng hàn tốt của các mác phổ biến như 304/316, hầu hết cấu kiện đều có thể tối ưu hóa để giảm CAPEX lẫn OPEX mà vẫn đảm bảo thẩm mỹ, vệ sinh và tuổi thọ & bảo trì vượt trội.
Xem nhanh:
- Tổng quan inox tấm & lợi ích cho dự án B2B
- Phân loại inox tấm & bề mặt phổ biến (201/304/316/430, 2B/BA/HL/8K)
- Kỹ thuật & thiết bị gia công: cắt laser/CNC, chấn, hàn, xả băng, dập gân, hoàn thiện bề mặt
- Ứng dụng theo ngành & gợi ý chọn mác/độ dày/bề mặt
- Tiêu chí lựa chọn & tiêu chuẩn chất lượng (ASTM/JIS, CO/CQ, dung sai, so sánh vật liệu)
- Vì sao chọn Cơ Khí Hải Minh (ISO 9001, xưởng trực tiếp, hàng trăm dự án)
- FAQ chuyên sâu & lưu ý kỹ thuật khi đặt gia công
- Liên hệ – Nhận tư vấn & báo giá chi tiết
- Điểm Nổi Bật Chính Cần Ghi Nhớ
Biên soạn bởi: Đoàn Minh Phong
Trưởng Phòng Kỹ Thuật & Chuyên gia Tư vấn Kỹ thuật — Cơ Khí Hải Minh (Với hơn 10 năm kinh nghiệm trong lĩnh vực tư vấn, thiết kế, gia công inox các loại Đoàn Minh Phong là chuyên gia hàng đầu tại Cơ Khí Hải Minh. Anh chuyên sâu về tối ưu hóa công suất, lựa chọn vật liệu Inox 201/304 cho gia công inox, và các giải pháp cho nhà hàng, khách sạn.).
Inox tấm là gì? Thành phần & đặc tính cốt lõi
Inox tấm (thép không gỉ dạng tấm) là hợp kim Fe–Cr–Ni có khả năng tự thụ động nhờ lớp màng oxit crom (Cr2O3) siêu mỏng bám chặt trên bề mặt, giúp chống ăn mòn trong môi trường ẩm hoặc có hóa chất nhẹ. Nhóm austenitic như 201/304/316 chiếm tỷ trọng sử dụng lớn nhờ độ dẻo, dễ gia công và bền hóa học; trong khi nhóm ferritic như 430 có từ tính, chống ăn mòn thấp hơn nhưng có lợi thế chi phí cho hạng mục trang trí trong nhà. Nguồn tri thức phổ quát về tính chất này có thể tham khảo ở tài liệu về thép không gỉ trên Wikipedia.
Với 304/316, Quý khách nhận được khả năng hàn TIG/MIG ổn định, biến dạng thấp và độ bền mối hàn cao, phù hợp thiết bị bếp, bồn chứa, vỏ máy và tủ điện ngoài trời. 316 có bổ sung Mo nên kháng ăn mòn cục bộ tốt hơn trong môi trường clorua (gần biển, hồ bơi, CIP/axit nhẹ). 430 có thể đáp ứng yêu cầu bề mặt trang trí, vách ốp khô, tay nắm, với điểm lưu ý là cần tránh môi trường xâm thực mạnh để bảo toàn tuổi thọ.
Bề mặt inox không xốp, khó bám bẩn và chịu được rửa lặp lại, vì thế dễ đạt yêu cầu vệ sinh an toàn thực phẩm. Kết hợp hoàn thiện 2B/BA mịn, thiết bị hạn chế tích tụ vi sinh trên kẽ hở và đường hàn. Khi thiết kế từ đầu, chúng tôi luôn khuyến nghị bán kính bo, thoát nước và hàn kín để giảm thời gian vệ sinh, nâng cao hiệu suất vận hành.
Lợi ích: tuổi thọ, bảo trì, tuân thủ vệ sinh
Mục tiêu của Quý khách là ROI rõ ràng: vận hành ổn định, ít downtime và chi phí bảo trì thấp. Inox tấm đáp ứng tốt nhờ tuổi thọ cao trong môi trường ẩm/hoá chất nhẹ và bề mặt mịn không xốp, giảm bám cặn. So với thép sơn hay mạ kẽm, chi phí vòng đời (LCC) của inox thường thấp hơn ở môi trường ẩm mặn hoặc quy trình vệ sinh thường xuyên vì không phải sơn lại định kỳ và ít phát sinh rò rỉ do ăn mòn.
Trong ngành F&B, chọn bề mặt 2B hoặc BA giúp rút ngắn thời gian vệ sinh theo ca, giảm hoá chất làm sạch và kiểm soát rủi ro lẫn dị vật. Thiết kế – thi công đúng chuẩn còn hỗ trợ đáp ứng khung quản lý như HACCP/GMP; Quý khách có thể tham khảo khái niệm HACCP để nắm yêu cầu kiểm soát mối nguy về thực phẩm (HACCP).
Ở dự án hạ tầng y tế, inox 304/316 với mối hàn kín, độ nhám Ra thấp và thiết kế hạn chế kẽ hở giúp kiểm soát nhiễm khuẩn bề mặt. Về vận hành, thời gian ngừng máy giảm nhờ chống ăn mòn và dễ phục hồi bề mặt (đánh xước, đánh bóng lại). Từ góc nhìn tài chính, đây là giải pháp tối ưu để hạ OPEX dài hạn trong khi vẫn giữ hình ảnh thẩm mỹ chuẩn mực.
Phổ bề mặt 2B/BA/HL/8K và tác động đến sử dụng
Bề mặt ảnh hưởng trực tiếp tới thẩm mỹ, độ dễ làm sạch và chi phí. 2B (mờ mịn) là tiêu chuẩn công nghiệp cho bếp, bàn/kệ, chậu rửa vì ít lộ trầy, lau rửa nhanh. BA (bóng sáng) hợp y tế/pharma và các vách che chắn cần bề mặt mịn sạch – dễ kiểm soát nhiễm bẩn. HL (hairline xước dọc) tạo chiều sâu thẩm mỹ cho kiến trúc, sảnh, thang máy. 8K (gương) phản chiếu như gương, hợp trang trí cao cấp, logo, ốp mặt dựng điểm nhấn.
Về vệ sinh, 2B/BA thường là lựa chọn tối ưu nhờ dễ làm sạch và ít đọng vết. Với HL, Quý khách đạt hiệu ứng thẩm mỹ mạnh trong không gian công cộng, song cần quản trị va quệt để hạn chế xước ngang lộ. 8K đạt độ bóng cực cao, đòi hỏi quy trình bảo vệ trong lắp đặt để tránh xước lông mèo hiển thị.
Khi gia công, luôn dùng film PVC bảo vệ bề mặt trong cắt/chấn/hàn và suốt quá trình vận chuyển – lắp đặt. Điều này giảm rủi ro phát sinh chi phí hoàn thiện lại, đặc biệt với BA và 8K. Chúng tôi cũng tư vấn chọn chiều xước cho HL theo hướng quan sát chính để tối ưu cảm nhận thị giác và tuổi thọ thẩm mỹ.
Quy trình tổng quan gia công inox tấm theo ISO 9001
Quy trình chuẩn hóa giúp kiểm soát rủi ro chất lượng và tiến độ: nhận RFQ → tư vấn DFM (tối ưu thiết kế cho sản xuất) → lập quy trình → cắt laser/CNC → chấn → hàn TIG/MIG → hoàn thiện bề mặt → QC → đóng gói → giao hàng. Ở mỗi công đoạn, chúng tôi theo dõi tiêu chí dung sai, độ phẳng, độ nhám bề mặt (Ra), thử kín mối hàn và nhận diện sản phẩm.
Bộ tài liệu đi kèm gồm bản vẽ kỹ thuật, BOM, tiêu chí QC, chứng từ CO/CQ để truy xuất nguồn gốc. SLA phản hồi báo giá tham chiếu < 4 giờ làm việc nhằm rút ngắn lead time. Khi Quý khách cần gói trọn, hãy tham khảo Dịch vụ gia công inox theo yêu cầu với chi tiết phức tạp, chúng tôi cung cấp Gia công CNC inox theo bản vẽ; các cụm yêu cầu mối hàn sạch, bền cơ học sẽ do đội hàn chuyên biệt phụ trách với dịch vụ gia công hàn inox TIG/MIG đạt chuẩn vệ sinh.
Khâu đóng gói sử dụng vật liệu chống trầy, đệm góc và pallet phù hợp để bảo toàn bề mặt 2B/BA/HL/8K. Biên bản nghiệm thu kèm hình ảnh giao nhận hỗ trợ Quý khách kiểm soát chất lượng đầu vào nhanh chóng tại công trường hoặc nhà máy.
Ứng dụng tiêu biểu: bếp, y tế, kiến trúc, điện công nghiệp
Trong bếp công nghiệp, inox 304 bề mặt 2B/HL dùng cho bàn, kệ, chậu rửa, chụp hút; vị trí phun rửa liên tục nên ưu tiên hàn kín, độ dốc thoát nước và bán kính bo vệ sinh. Y tế/pharma cần 304/316 bề mặt mịn, ít mối ghép, thiết kế tránh góc chết để kiểm soát nhiễm khuẩn; vỏ thiết bị và xe đẩy chọn 2B/BA tăng khả năng khử khuẩn.
Kiến trúc ốp nội/ngoại thất thường phối HL/8K tạo điểm nhấn, đi kèm khung gia cường để hạn chế rung và in lõm. Với tủ điện, trạm ngoài trời, 304 hoặc 316 (gần biển/khu hóa chất) kết hợp gioăng kín, bản lề – khóa inox và tiêu chuẩn IP phù hợp giúp kiểm soát thấm nước, kéo dài tuổi thọ. Các thông số chính cần chốt sớm gồm mác vật liệu, độ dày, yêu cầu bề mặt, độ nhám, phương án hàn kín/thử kín và dung sai lắp ghép.
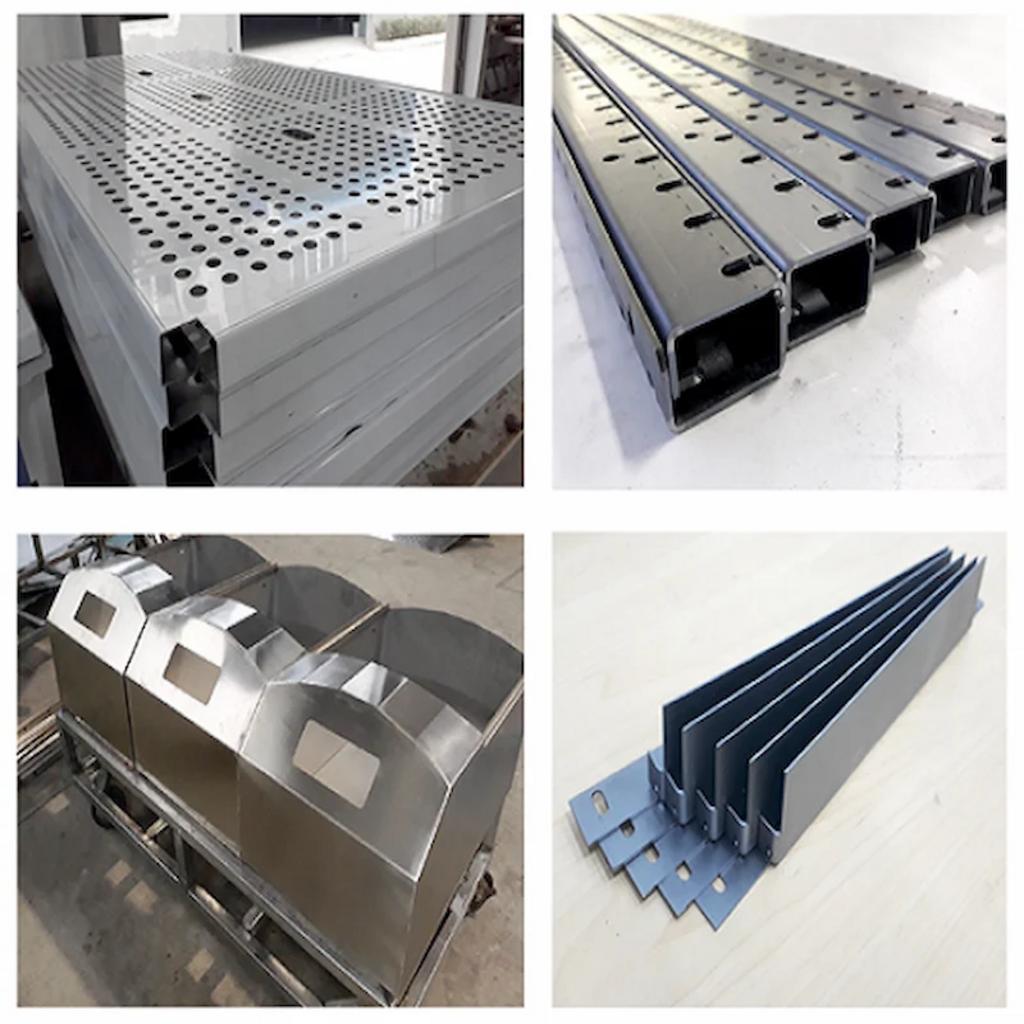
Ví dụ sản phẩm: bàn/kệ/xe đẩy, bể chứa, chụp hút, tủ điện ngoài trời, vỏ máy, ốp trang trí, panel chống trượt (dập gân). Danh mục này đều khả thi nhờ cắt laser/CNC, chấn nhiều trục, hàn TIG/MIG và hoàn thiện bề mặt theo tiêu chuẩn dự án.
Quý khách đã sẵn sàng gửi RFQ và nhận báo giá trong khung SLA phản hồi 4 giờ. Phần kế tiếp sẽ tóm lược các điểm nổi bật chính cần ghi nhớ để Quý khách chốt quyết định nhanh và tự tin.
Điểm Nổi Bật Chính Cần Ghi Nhớ
7 gạch đầu dòng tóm tắt định nghĩa, lựa chọn vật liệu/bề mặt, kỹ thuật gia công và tiêu chí chất lượng – giá để Quý khách chốt nhanh phương án.
- Định nghĩa: Gia công inox tấm là chuỗi công đoạn cắt – chấn – hàn – hoàn thiện theo bản vẽ để biến tấm inox thành chi tiết/thiết bị; kiểm soát theo ISO 9001 nhằm đảm bảo dung sai, bề mặt và hồ sơ truy xuất.
- Vật liệu: 304 đa dụng cho F&B/y tế/kiến trúc; 316 cho môi trường biển/hoá chất; 201 phù hợp nội thất khô; 430 có từ tính, dùng cho hạng mục trang trí trong nhà – luôn chọn theo môi trường làm việc.
- Bề mặt: 2B/BA ưu tiên vệ sinh và làm sạch nhanh; HL (hairline) cho trang trí – thang máy; 8K cho điểm nhấn cao cấp; No.1 cho công nghiệp nặng. Duy trì film PVC đến khi lắp đặt xong để bảo toàn mỹ quan.
- Kỹ thuật: Cắt laser chính xác cho inox tấm dày hiệu quả 10–16 mm (tối đa ~20 mm tuỳ máy/khí); chấn tham chiếu Rmin ≈ 1×t; sau hàn cần pickling/passivation để khôi phục lớp thụ động chống ăn mòn.
- Chất lượng: Viện dẫn ASTM A240/A480 hoặc JIS G4305; có CO/CQ theo lô; dung sai tham chiếu cắt ±0,2 mm, chấn ±0,5°; quản lý hướng thớ, Ra bề mặt và film bảo vệ trong suốt chuỗi gia công – vận chuyển.
- Ứng dụng: F&B, y tế/pharma, kiến trúc – bảng hiệu, vỏ tủ điện ngoài trời; khu sàn ướt/bậc thang dùng tấm dập gân 304 dày 2–5 mm để tăng ma sát và độ cứng vững.
- Giá & LCC/TCO: Báo giá = vật liệu + thời gian máy (cắt/chấn/hàn) + hoàn thiện bề mặt + QC/CO–CQ + logistics. Đánh giá theo tổng chi phí sở hữu thay vì chỉ giá mua ban đầu để tối ưu CAPEX/OPEX.
Để chọn đúng vật liệu ngay từ đầu, Quý khách nên nắm rõ sự khác biệt giữa các mác 201/304/316/430 và các hoàn thiện bề mặt 2B/BA/HL/8K – phần tiếp theo sẽ trình bày hệ thống và ngắn gọn để Quý khách quyết định nhanh.
Phân loại inox tấm & bề mặt phổ biến (201/304/316/430, 2B/BA/HL/8K)
Chọn đúng mác (201/304/316/430) và bề mặt (2B/BA/HL/8K) theo môi trường giúp tối ưu chi phí và độ bền sản phẩm.
Từ bức tranh tổng quan vừa nêu, bước quyết định tiếp theo là chốt mác inox, độ dày và hoàn thiện bề mặt phù hợp với điều kiện làm việc thực tế. Khi thống nhất ngay ở đầu bài toán, Quý khách sẽ kiểm soát tốt CAPEX, giảm OPEX và rút ngắn thời gian nghiệm thu.

So sánh nhanh giữa các mác: 201 có lợi thế chi phí, phù hợp môi trường khô; 304 là tiêu chuẩn đa dụng với cân bằng giữa chống ăn mòn – dễ gia công – giá; 316 có bổ sung Molypden (Mo) nên kháng ăn mòn kẽ/điểm (pitting) tốt trong môi trường clorua; 430 thuộc nhóm ferritic, có từ tính, chống ăn mòn thấp hơn nên hợp hạng mục nội thất, thiết bị gia dụng. Sở dĩ 316 vượt trội ở vùng gần biển/hồ bơi vì Mo nâng chỉ số kháng rỗ bề mặt. Trong khi đó 430 mang lại chi phí tốt cho chi tiết trong nhà, khô ráo.
Dải khổ tấm thông dụng giúp tối ưu layout cắt: 1000/1220/1524 mm; chiều dài điển hình 2000/2440/3000 mm; độ dày 0.4–12 mm (có thể dày hơn theo đặt hàng). Xác nhận dung sai độ dày, độ phẳng theo ASTM A480 để tránh phát sinh khi lắp ghép. Với chi tiết phức tạp, Quý khách có thể đặt Cắt CNC/laser inox theo yêu cầu để tối ưu hao hụt và độ chính xác.
Bề mặt tiêu chuẩn gồm: No.1 (cán nóng, thô, dùng công nghiệp nặng), 2B (mờ mịn, vệ sinh tốt), BA (bóng sáng – bright annealed), HL/hairline (xước định hướng tạo chiều sâu), 8K (gương). Lựa chọn bề mặt chi phối vệ sinh, khả năng che xước và tính thẩm mỹ. 2B/BA phù hợp thiết bị bếp – y tế; HL cho ốp trang trí – thang máy; 8K dành cho điểm nhấn cao cấp.
Tiêu chuẩn vật liệu cần viện dẫn trong hợp đồng: ASTM A240 (tấm/lá không gỉ), ASTM A480 (yêu cầu chung, dung sai, bề mặt), JIS G4305 (SUS 201/304/316/430). Việc đối chiếu ký hiệu và yêu cầu CO/CQ giúp truy xuất nguồn gốc lô vật tư, đảm bảo đồng nhất chất lượng. Tham khảo thêm chuẩn ASTM tại nguồn chính thức của ASTM International (ASTM A240) hoặc kiến thức nền về thép không gỉ (Wikipedia).
Gợi ý chọn theo môi trường: F&B ướt ưu tiên 304 bề mặt 2B hoặc BA; khu biển/hóa chất dùng 316/2B; nội thất khô có thể cân nhắc 201/HL; trang trí chọn 304/HL hoặc 8K; sàn, bậc thang nên dùng 304 tấm dập gân chống trượt. Khi cần báo giá chi tiết theo độ dày và phương án gia công, Quý khách có thể Tham khảo giá gia công inox 304 theo độ dày và đặt Chấn/dập inox theo mác và độ dày để tối ưu tổng chi phí sở hữu.
201 – 304 – 316 – 430: khác biệt và khi nào chọn
201: lựa chọn tiết kiệm, phù hợp không gian khô, ít tiếp xúc ẩm/axit. Trong nhà xưởng, vách ngăn, tay vịn nội thất khô là những ví dụ phù hợp. Ở khu vực vệ sinh ướt hoặc sát biển, 201 có rủi ro ố bẩn và ăn mòn nhanh, cần cân nhắc kỹ.
304: cân bằng giữa chống ăn mòn – khả năng hàn/chấn – chi phí, ứng dụng rộng khắp F&B, y tế, kiến trúc. Độ dẻo tốt cho chấn lốc, mối hàn đẹp khi TIG/MIG. Đây là mác phổ thông giúp rút ngắn lead time nhờ nguồn vật tư luôn sẵn.
316: có thêm Mo, tăng kháng ăn mòn kẽ và rỗ pitting trong môi trường chứa clorua như nước biển, hồ bơi, CIP nhẹ. Với thiết bị ngoài trời ven biển, 316 kéo dài tuổi thọ rõ rệt so với 304. Khi tiêu chí TCO dài hạn là ưu tiên, 316 thường là lựa chọn tối ưu.
430: ferritic, có từ tính, chi phí thấp, độ chống ăn mòn hạn chế hơn 201/304/316. Thường dùng cho ốp nội thất, mặt dựng trong nhà, thiết bị gia dụng. Cần tránh hóa chất mạnh và môi trường ẩm mặn kéo dài để giữ bề mặt ổn định.
Dải kích thước tiêu chuẩn & dung sai đầu vào
Khổ tấm phổ biến 1000/1220/1524 mm với chiều dài 2000/2440/3000 mm giúp tối ưu layout cắt và hạn chế phế liệu. Độ dày thông dụng 0.4–12 mm; yêu cầu dày hơn có thể đặt riêng theo kế hoạch. Trước khi gia công, Quý khách nên chốt dung sai theo ASTM A480 (độ dày, độ phẳng, sai lệch chiều) để đồng bộ lắp ghép.
Ở chi tiết bề mặt cao cấp (BA/HL/8K), hãy đặt sẵn film PVC bảo vệ trong suốt quá trình cắt/chấn/hàn/vận chuyển. Điều này giảm rủi ro xước lông mèo và chi phí đánh bóng lại. Chi tiết lớn, mỏng nên tính toán gia cường để kiểm soát cong vênh sau gia công.
Nếu yêu cầu biên dạng phức tạp, cắt laser/CNC mang lại mép cắt sạch, biến dạng nhiệt thấp và sai số nhỏ, phù hợp lắp ghép chính xác. Cơ Khí Hải Minh có kinh nghiệm tối ưu sơ đồ nesting để hạ phế liệu và rút ngắn tiến độ.
Bề mặt No.1/2B/BA/HL/8K: chọn theo ứng dụng
No.1: bề mặt sau cán nóng, thô, phù hợp công nghiệp nặng và chi tiết ẩn. 2B: mờ mịn, dễ vệ sinh, là tiêu chuẩn cho bàn/kệ/chậu thiết bị bếp. BA: bóng sáng, độ nhám thấp, hợp môi trường y tế/pharma cần quan sát sạch bề mặt.
HL/hairline: xước định hướng, hiện đại, che vết trầy nhẹ theo chiều xước tốt. Cần chọn hướng xước theo góc nhìn chính để tối ưu cảm nhận và tuổi thọ thẩm mỹ. 8K: gương phản chiếu cao, tạo điểm nhấn sang trọng, đòi hỏi bảo vệ kỹ trong gia công – lắp đặt và vệ sinh định kỳ.
Về bảo trì: HL che xước nhẹ tốt hơn, phù hợp khu vực có va quệt. 8K nhạy với dấu vân tay và vết xước nhỏ; nên dùng lớp phủ chống vân tay khi làm tay nắm, ốp trang trí. Tại khu F&B, 2B/BA giúp rút ngắn thời gian vệ sinh theo ca.
Ma trận mác × bề mặt × môi trường
F&B ướt: 304/2B hoặc BA để đảm bảo vệ sinh và làm sạch nhanh. Khu vực biển/hóa chất: 316/2B ưu tiên chống rỗ pitting. Nội thất khô: 201/HL tối ưu chi phí – thẩm mỹ. Hạng mục trang trí: 304/HL hoặc 8K tạo điểm nhấn.
Sàn/bậc: 304 tấm dập gân/hoa văn chống trượt cho khu vực có nước, dầu mỡ. Khu trượt ướt nên chọn hoa văn hạt xoài/teardrop/5 gân để tăng ma sát. Khi lập BOM, hãy gắn tiêu chí môi trường – tần suất vệ sinh – hóa chất tiếp xúc để quyết định mác và bề mặt.
Với hạng mục chịu va đập, Quý khách có thể phối hợp khung gia cường thép không gỉ hoặc thép mạ kẽm sơn tĩnh điện, đồng thời yêu cầu bán kính bo và hàn kín để tăng an toàn – vệ sinh. Cơ Khí Hải Minh sẽ tư vấn DFM để tối ưu vật liệu và công nghệ gia công.
Tiêu chuẩn ASTM/JIS và ký hiệu vật liệu
ASTM A240/A480 quy định thành phần, yêu cầu chung, dung sai và bề mặt cho tấm/lá thép không gỉ; đây là bộ chuẩn quan trọng cần ghi rõ trong hợp đồng – bản vẽ. JIS G4305 định nghĩa SUS 201/304/316/430 và cách ký hiệu; việc đối chiếu chéo giúp đồng bộ tài liệu kỹ thuật giữa các nhà cung cấp. Tham khảo khung JIS tại nguồn tổng quan (Japanese Industrial Standards).
Khi đặt hàng, yêu cầu CO/CQ để truy xuất nguồn gốc, kèm chứng nhận bề mặt (2B/BA/HL/8K) và dung sai (theo A480). Các thông số này là cơ sở nghiệm thu, hạn chế sai lệch chất lượng giữa các lô.
Ở phần kế tiếp, chúng tôi sẽ đi vào quy trình và thiết bị gia công thực tế: cắt laser/CNC, chấn, hàn, xả băng, dập gân và hoàn thiện bề mặt để Quý khách hình dung rõ năng lực sản xuất và tiêu chí kiểm soát chất lượng.
Kỹ thuật & thiết bị gia công: cắt laser/CNC, chấn, hàn, xả băng, dập gân, hoàn thiện bề mặt
Chọn đúng quy trình – thông số (laser, chấn, hàn, hoàn thiện) quyết định độ chính xác, mỹ quan và chi phí tổng của sản phẩm inox tấm.
Từ nền tảng mác vật liệu và bề mặt đã chốt, bước kế tiếp là kiểm soát quy trình gia công để đạt dung sai lắp ghép và bề mặt đúng yêu cầu. Ở quy mô B2B, mỗi quyết định như chọn cắt laser hay đột CNC, Rmin khi chấn, hay quy trình passivation sau hàn đều ảnh hưởng trực tiếp đến TCO và tiến độ nghiệm thu. Cơ Khí Hải Minh triển khai quy trình ISO 9001, theo dõi từng thông số trọng yếu để sản phẩm inox tấm của Quý khách vận hành ổn định, thẩm mỹ lâu dài.

Xả băng: Cắt từ cuộn về băng/tấm là bước tiền xử lý quan trọng để tối ưu sơ đồ cắt, giảm phế liệu và chủ động khổ tấm. Quý khách cần kiểm soát độ phẳng và ứng suất dư để hạn chế cong vênh trong các công đoạn sau. Dán film PVC ngay khi xả băng giúp bảo vệ bề mặt 2B/BA/HL/8K trong suốt chuỗi gia công – vận chuyển, đặc biệt hữu ích cho chi tiết thẩm mỹ cao.
Cắt laser inox: Đường cắt sạch, ít bavia, vùng ảnh hưởng nhiệt (HAZ) nhỏ và độ chính xác tham chiếu ±0.2 mm cho chi tiết phức tạp. Dải dày khả dụng hiệu quả 10–16 mm; tối đa có thể đạt xấp xỉ 20 mm phụ thuộc công suất máy và khí cắt (N2/O2). Với chi tiết nhiều lỗ nhỏ, ôm biên dạng, cắt laser giúp giảm thời gian hoàn thiện cạnh, cải thiện năng suất lắp ráp. Tham khảo kiến thức nền về công nghệ laser cutting tại Wikipedia để nắm cơ chế và ưu nhược điểm (Laser cutting). Để đặt gia công chi tiết phức tạp, Quý khách có thể chọn Cắt CNC/laser chi tiết phức tạp.
Đột CNC/plasma: Đột CNC phù hợp chi tiết lỗ lặp lại với tốc độ cao, chi phí tốt; cần kiểm soát bavia mép lỗ và chọn bộ khuôn phù hợp để hạn chế vết xước. Cắt plasma kinh tế ở tấm rất dày nhưng HAZ lớn, bề mặt cạnh cần mài – tinh chỉnh để đạt thẩm mỹ; không phải là lựa chọn tối ưu cho chi tiết yêu cầu Ra thấp. So với cắt laser inox, đột/plasma thường có dung sai và chất lượng cạnh thấp hơn, đổi lại lợi thế suất gia công cho một số kịch bản sản xuất hàng loạt.
Chấn CNC inox tấm: Quy tắc tham chiếu Rmin ≈ 1×t giúp hạn chế nứt gãy mép chấn; lựa chọn V-die theo 6–8×t để đạt góc đều và giảm in hằn. Luôn xác định hướng thớ cán; chấn song song thớ dễ nứt hơn chấn vuông góc thớ, đặc biệt với tấm mỏng. Bù springback theo mác/độ dày, kiểm tra bằng dưỡng góc để đảm bảo dung sai lắp ghép. Khi cần năng lực chấn hàng loạt, hãy tham khảo Chấn dập inox theo dung sai thiết kế.
Hàn TIG/MIG/Laser: Kiểm soát nhiệt đầu vào để giảm cong vênh, đổi màu và ứng suất; kẹp định vị và trình tự hàn hợp lý là chìa khóa cho độ thẳng. Sau hàn cần tẩy mối hàn (pickling) và passivation để phục hồi lớp thụ động Cr2O3, nâng khả năng kháng ăn mòn, đặc biệt quan trọng trong F&B và y tế. Tham khảo khái niệm passivation trên Wikipedia để hiểu cơ chế hóa học của lớp màng bảo vệ (Passivation). Với cụm chi tiết yêu cầu mối hàn sạch đẹp – chịu lực, Quý khách có thể đặt Dịch vụ hàn inox TIG/MIG đạt chuẩn.
Dập gân inox 304: Tác dụng kép: tăng ma sát chống trượt và tăng độ cứng vững cho sàn/bậc/ram dốc. Chọn hoa văn teardrop/checker/diamond cho môi trường ướt để tối ưu độ bám; phối hợp độ dày 2–5 mm theo tải trọng sử dụng. Gia công chuẩn giúp hạn chế cộng hưởng – rung, tăng độ ổn định cho kết cấu khổ lớn.
Hoàn thiện bề mặt HL/8K: Đánh xước HL định hướng tạo chiều sâu thẩm mỹ, trong khi 8K đạt độ bóng gương; cả hai cần kiểm soát Ra theo mục tiêu thiết kế. Trong sản xuất, duy trì film bảo vệ và lót chống trầy khi gá kẹp, vận chuyển để tránh chi phí đánh bóng lại. Với khu vực giao thông công cộng, cân nhắc HL để che xước nhẹ tốt hơn; với mặt tiền điểm nhấn hãy tính phương án vệ sinh định kỳ cho 8K.
Xả băng inox cuộn: ổn định đầu vào cho gia công
Tối ưu layout cắt: Việc cắt cuộn thành băng/tấm đúng kích thước giúp cải thiện hệ số tận dụng vật liệu, giảm CAPEX vật tư. Với khổ chuẩn 1000/1220/1524 mm và chiều dài 2000/2440/3000 mm, Quý khách có thể dựng nesting hiệu quả ngay từ đầu.
Độ phẳng – film bảo vệ: Kiểm soát phẳng và ứng suất dư sau xả băng hạn chế biến dạng ở bước cắt/chấn. Dán film PVC hai mặt cho BA/8K, một mặt cho 2B/HL để bảo vệ bề mặt tới lúc nghiệm thu.
Chiều thớ – định hướng hoàn thiện: Kiểm tra chiều thớ cán để định hướng đường chấn và chiều xước HL đồng nhất. Cách làm này giữ thẩm mỹ đồng bộ khi lắp ghép nhiều tấm trên một mặt phẳng nhìn.
Cắt laser vs đột CNC/plasma: chọn theo dung sai & chi phí
Laser – độ chính xác cao: Dung sai ±0.2 mm, HAZ nhỏ, cạnh sạch giúp giảm khâu mài cạnh, tăng tốc độ lắp ráp. Phù hợp chi tiết biên dạng phức tạp, lỗ nhỏ, khe rãnh nhiều.
Đột CNC – suất cao cho lỗ lặp: Khi chi tiết có ma trận lỗ lặp lại, đột CNC mang lại thời gian chu kỳ thấp. Yêu cầu mài bavia và lựa chọn chày/cối đúng cỡ để hạn chế in hằn.
Plasma – kinh tế cho tấm dày: Áp dụng tốt cho dày lớn nhưng HAZ cao, độ nhám cạnh lớn; cần mài – tinh chỉnh để đạt yêu cầu thẩm mỹ. Cân nhắc khi mục tiêu là bề mặt lộ thiên hoặc Ra thấp.
Chấn CNC (press brake): bán kính, thớ, springback
Rmin & V-die: Tham chiếu Rmin ≈ 1×t, chọn V-die 6–8×t để đạt góc mong muốn và tránh nứt mép. Với tấm dày, có thể tăng Rmin nhằm bảo toàn bề mặt HL/8K.
Hướng thớ: Chấn vuông góc với thớ giúp giảm nguy cơ nứt; với chi tiết yêu cầu bán kính nhỏ, nên thử mẫu trước khi sản xuất loạt để xác nhận bề mặt.
Springback & QC: Bù góc theo mác/độ dày; kiểm tra bằng dưỡng hoặc thước đo góc số. Lập phiếu QC cho mỗi góc chấn quan trọng để đảm bảo dung sai đồng đều giữa các lot.
Hàn TIG/MIG/Laser: chất lượng mối hàn và passivation
Kiểm soát nhiệt: Chọn chế độ dòng – tốc phù hợp để hạn chế cong vênh và đổi màu. Gá kẹp – chống biến dạng nên được thiết kế ngay từ giai đoạn DFM.
Pickling & passivation: Sau hàn, tẩy mối hàn và passivate nhằm khôi phục lớp thụ động chống ăn mòn; đây là yêu cầu gần như bắt buộc cho F&B, dược – y tế. Quy trình đúng giúp bề mặt bền màu và dễ vệ sinh lâu dài.
QC mối hàn: Tùy hạng mục có thể thử kín, thẩm thấu hoặc siêu âm. Ghi nhận tham số WPS/PQR khi dự án yêu cầu truy xuất.
Dập gân chống trượt & hoàn thiện bề mặt
Hoa văn – môi trường ướt: Teardrop, checker, diamond tăng ma sát cho sàn ướt – bậc thang. Lựa chọn phụ thuộc lưu lượng qua lại và yêu cầu vệ sinh.
Độ dày tham chiếu: 2–5 mm cho sàn/bậc; khu vực tải nặng nên bổ sung gân tăng cứng ở mặt dưới. Thiết kế mép cuốn/bo giảm sắc cạnh, an toàn khi sử dụng.
HL/8K – mục tiêu thẩm mỹ: HL tạo chiều sâu và che xước nhẹ theo hướng xước; 8K phản chiếu cao, cần quy trình vệ sinh – bảo vệ nghiêm ngặt. Cả hai nên quy định Ra mục tiêu trong bản vẽ để thống nhất nghiệm thu.
- Checklist kỹ thuật khi gửi yêu cầu:
- Mác – độ dày – bề mặt (2B/BA/HL/8K) và có/không film bảo vệ.
- Bản vẽ DXF/DWG/PDF, dung sai hình học và lắp ghép.
- Quy trình cắt ưu tiên (cắt laser inox, đột CNC inox, plasma) và yêu cầu Ra cạnh.
- Thông số chấn: Rmin dự kiến, V-die, hướng thớ, dung sai góc.
- Yêu cầu hàn: quy cách TIG/MIG/laser, thử kín, tiêu chí thẩm mỹ mối hàn.
- Xử lý sau hàn: pickling & passivation; vùng yêu cầu Ra thấp để vệ sinh.
- Hoàn thiện: đánh xước HL/đánh bóng 8K, khu vực che chắn trong thi công.
- Đóng gói: vật liệu chống trầy, pallet, tem nhận diện lô hàng.
Với quy trình – thông số nêu trên, Quý khách có thể chọn cấu hình gia công phù hợp để cân bằng độ chính xác, thẩm mỹ và chi phí. Phần “Ứng dụng theo ngành & gợi ý chọn mác/độ dày/bề mặt” sẽ giúp hệ thống hóa lựa chọn cho F&B, y tế, kiến trúc và điện công nghiệp.
Ứng dụng theo ngành & gợi ý chọn mác/độ dày/bề mặt
Tùy ngành và môi trường, chọn mác – độ dày – bề mặt đúng giúp tối ưu hiệu năng, an toàn và chi phí vận hành.
Từ quy trình và thiết bị gia công đã thống nhất ở phần trước, bước thực thi tiếp theo là “map” cấu hình vật liệu theo đúng môi trường làm việc thực tế. Ở phần này, Cơ Khí Hải Minh hệ thống khuyến nghị theo ngành để Quý khách chốt nhanh mác inox, bề mặt, độ dày và yêu cầu hàn/hoàn thiện, từ đó kiểm soát tổng chi phí sở hữu (TCO) và tiến độ nghiệm thu.
| Ngành/Môi trường | Mác khuyến nghị | Bề mặt | Độ dày tham chiếu | Ghi chú hàn/hoàn thiện |
|---|---|---|---|---|
| F&B/Bếp công nghiệp | 304 | 2B/HL | Mặt bàn 1.0–1.5 mm | Hàn kín, bo cạnh, passivation |
| Y tế/Pharma | 304/316 | 2B/BA | Theo tải trọng thiết bị | Bề mặt mịn, hạn chế khe, bo góc lớn |
| Biển/Hóa chất | 316 | 2B | Theo kết cấu | Hàn kín, bảo vệ mối hàn khỏi clorua |
| Kiến trúc/Trang trí | 304 | HL/8K | Theo tấm ốp | Kết cấu ẩn, chống vân tay khi cần |
| Sàn/Bậc thang | 304 | Tấm dập gân | 2–5 mm | Chọn hoa văn tăng ma sát, bo mép |
| Điện/Ngoài trời | 304/316 | 2B (vỏ tủ) | Theo cấp bảo vệ | IP theo yêu cầu, thoát nước, gioăng kín |
F&B: 304 bề mặt 2B/HL; bàn/kệ 1.0–1.5 mm; chậu rửa hàn kín, passivation sau hàn. Cấu hình này tối ưu vệ sinh, rút ngắn thời gian làm sạch theo ca và giữ thẩm mỹ ổn định dù vận hành liên tục. Các sản phẩm điển hình gồm bàn, kệ, xe đẩy và chậu rửa, có thể tham khảo gói Thiết kế – gia công kệ/bàn inox F&B để chốt nhanh phương án. Với bể tách mỡ hay chụp hút, chúng tôi đề xuất hàn kín, bo cạnh và dốc thoát nước nhằm giảm OPEX.
Y tế/Pharma: 304/316 bề mặt mịn (2B/BA); hạn chế khe hở, bán kính góc lớn dễ vệ sinh. Độ nhám Ra thấp giúp kiểm soát nhiễm khuẩn bề mặt và rửa khử khuẩn hiệu quả. Chúng tôi luôn chuẩn hóa tài liệu CO/CQ và hồ sơ QC cho nghiệm thu, phù hợp thực hành tốt như HACCP/GMP trong khu vực liên quan thực phẩm hoặc y tế (tham khảo HACCP). Ứng dụng gồm máng rửa tay, tủ y tế, xe y tế và vỏ thiết bị.
Biển/Hóa chất: 316/2B; ưu tiên hàn kín, bảo vệ mối hàn khỏi clorua; chọn phụ kiện cùng mác. Thành phần Mo trong 316 gia tăng kháng rỗ pitting và nứt kẽ, phù hợp vùng ven biển/hồ bơi hay CIP axit nhẹ. Thiết kế cần thoát nước tích cực, tránh bẫy muối và có lịch bảo dưỡng rửa muối định kỳ để kéo dài tuổi thọ. Tất cả bulong, bản lề, khóa nên đồng bộ 316 để tránh ăn mòn điện hóa.
Kiến trúc/Trang trí: HL/8K; cân nhắc chống vân tay; kết cấu ẩn chống biến dạng bề mặt. Bề mặt HL che xước nhẹ tốt trong không gian công cộng, còn 8K tạo điểm nhấn sang trọng cho quầy lễ tân, bảng hiệu và mảng tường nhấn. Khi thi công, giữ film PVC đến lúc lắp đặt xong và dùng đồ gá mềm để bảo toàn mỹ quan. Với tay nắm hay khu vực hay chạm, lớp phủ chống vân tay giúp duy trì chất lượng nhìn lâu dài.
Sàn/Bậc thang: tấm dập gân 304 dày 2–5 mm; chọn hoa văn phù hợp độ ma sát. Tấm teardrop/diamond tăng độ bám cho khu vực ướt, bậc cầu thang, ram dốc, đồng thời gia cường độ cứng cho tấm lớn. Mép tấm nên bo hoặc cuốn mép để an toàn khi tiếp xúc chân tay. Thiết kế liên kết cơ khí chắc chắn giúp hạn chế rung lắc, tăng ổn định.
Điện/Ngoài trời: vỏ tủ 304/316; IP theo yêu cầu; chống nước mưa và tia UV. Khi đặt vỏ tủ điện, cần bố trí thoát nước, gioăng chịu thời tiết, thông gió có lọc và kiểm tra phun mưa theo cấp IP (tham khảo IP Code). Vật tư nên đồng bộ inox cho bản lề/khóa/ốc để hạn chế ăn mòn. Quý khách có thể xem cấu hình mẫu tại Vỏ tủ điện inox ngoài trời 304/316 để rút ngắn thời gian thiết kế.
F&B/Bếp công nghiệp: vệ sinh và hiệu suất
Khuyến nghị 304/2B hoặc HL; mặt bàn 1.0–1.5 mm, giằng đỡ tăng cứng. Đây là cấu hình đã được thị trường kiểm chứng về cân bằng chi phí – vệ sinh – độ bền, đặc biệt phù hợp cho bếp công nghiệp inox 304 có nhịp ca dày đặc. Với chi tiết tấm mỏng, chúng tôi bố trí giằng dưới để kiểm soát võng và duy trì độ phẳng bề mặt khi thao tác. Độ dày inox tấm khuyến nghị có thể tinh chỉnh theo khẩu độ bàn và tải trọng thiết bị đặt trên bàn.
Hàn kín, bo cạnh bán kính để dễ vệ sinh; passivation bắt buộc. Đường hàn liên tục, thử kín và tẩy/passivate sau hàn giúp phục hồi lớp thụ động, hạn chế ố vàng quanh mối. Bán kính bo loại bỏ góc sắc, giảm điểm tích tụ cặn bẩn và rút ngắn thời gian vệ sinh giữa các ca. Với hệ kệ/bàn, Quý khách có thể tham khảo Thiết kế – gia công kệ/bàn inox F&B để chốt phương án nhanh.
Ứng dụng: bàn/kệ, xe đẩy, chậu rửa, bể tách mỡ. Chậu rửa yêu cầu mối hàn kín, bo bán kính, đánh mịn bề mặt 2B để đạt chuẩn vệ sinh; xem cấu hình mẫu tại Chậu rửa inox công nghiệp 304. Xe đẩy và kệ nên có bumper chống va đập nhẹ, bánh xe chịu tải và khóa chốt an toàn. Bể tách mỡ cần nắp kín, tay nâng tiện bảo trì và xử lý bề mặt chống bám cặn.
Y tế/Pharma: bề mặt mịn, thiết kế vệ sinh
Chọn 304/316 bề mặt 2B/BA; hạn chế mối ghép, tạo góc bo. Bề mặt mịn giúp kiểm soát vi sinh tốt trong khu vực khử khuẩn và tiền xử lý dụng cụ. Việc hạn chế mối ghép làm giảm điểm “chết” khó vệ sinh, đặc biệt với tủ kín và máng rửa tay. Các bề mặt tiếp xúc trực tiếp nên quy định Ra mục tiêu để thống nhất nghiệm thu.
Kiểm soát độ nhám Ra; tài liệu CO/CQ và hồ sơ QC bắt buộc. Hồ sơ này hỗ trợ kiểm tra đầu vào nhanh, truy xuất lô vật tư và đối chiếu tiêu chuẩn trong nghiệm thu nội bộ. Với thiết bị quan trọng, chúng tôi lập phiếu đo Ra, ảnh mối hàn sau passivation và biên bản thử kín (khi có yêu cầu). Mục tiêu là đảm bảo tính lặp lại và tính tuân thủ theo quy trình chất lượng của Quý khách.
Ứng dụng: máng rửa tay, tủ y tế, xe y tế. Máng rửa tay ưu tiên 316 tại khu dùng hóa chất khử khuẩn mạnh, còn tủ y tế/xe đẩy có thể chọn 304 để tối ưu chi phí. Cửa tủ khuyến nghị bản lề inox và đệm giảm chấn để giảm tiếng ồn trong ca đêm. Bánh xe y tế nên là loại chống ồn, chống bám bẩn để vệ sinh nhanh.
Biển/Hóa chất: độ bền ăn mòn dài hạn
Ưu tiên 316 (có Mo) cho nước muối/clorua, axit nhẹ. Cấu hình này kháng rỗ pitting và nứt kẽ cao hơn 304, phù hợp khu vực gần biển hoặc nhà máy dùng hóa chất chứa clorua. Với chi tiết chịu phun sương muối, việc chọn 316 là quyết định kinh tế xét theo vòng đời vận hành. Tránh dùng 201 vì rủi ro ăn mòn trong môi trường clorua là rất cao.
Thiết kế thoát nước tốt, tránh bẫy muối; bảo dưỡng định kỳ. Bề mặt và mối hàn cần hướng thoát nước rõ ràng, tránh “túi muối” ở hốc kín. Lập kế hoạch rửa muối định kỳ giúp kéo dài tuổi thọ bề mặt, đặc biệt ở vị trí lộ thiên. Dùng nắp che hoặc deflector tại vùng phun mưa trực tiếp để giảm ứ đọng.
Chú ý vật tư phụ kiện đồng bộ mác 316. Khóa, bản lề, bu lông nếu khác mác có thể tạo pin ăn mòn điện hóa, làm suy yếu kết cấu. Với tủ thiết bị, xem cấu hình điển hình tại trang Vỏ tủ điện inox ngoài trời 304/316 để chọn cấp IP/phụ kiện phù hợp. Khi có phun sương muối, cân nhắc che chắn bổ sung cho khu kết cấu hàn.
Kiến trúc/Trang trí: HL/8K và độ phẳng bề mặt
Chọn HL/8K; tránh biến dạng nhiệt khi hàn, dùng kết cấu cơ khí ẩn. HL tạo cảm giác chiều sâu hiện đại, còn 8K phản chiếu như gương – phù hợp điểm nhấn thương hiệu. Chúng tôi thường đề xuất cơ cấu liên kết ẩn để bảo toàn độ phẳng tấm và mỹ quan tổng thể. Với tấm khổ lớn, cần gia cường chống rung để tránh in lõm.
Bảo vệ film PVC đến khi lắp đặt xong; cân nhắc phủ chống vân tay. Film giúp hạn chế xước trong quá trình vận chuyển – lắp đặt, đặc biệt ở bề mặt 8K rất nhạy cảm. Lớp phủ chống vân tay hữu ích cho khu vực nhiều tiếp xúc như sảnh, thang máy, tay nắm. Quy định quy trình vệ sinh định kỳ để duy trì độ bóng/độ xước đồng đều.
Ứng dụng: ốp vách, cột, bảng hiệu. Với bảng hiệu, 8K cho độ tương phản cao với ánh sáng, còn HL giữ độ sạch nhìn trong môi trường có va quệt nhẹ. Ốp vách/cột nên chốt hướng xước đồng bộ theo trục nhìn chính để tối ưu cảm nhận thẩm mỹ. Các mối nối khuyến nghị chia line theo module để giấu khe ghép.
Sàn/Bậc thang: tấm dập gân chống trượt
Chọn 304 dày 2–5 mm; hoa văn teardrop/diamond tăng ma sát. Đây là cấu hình “kinh điển” cho khu ướt, bậc thang nhà xưởng và ram dốc, đảm bảo vừa chống trượt vừa tăng độ cứng tấm. Với tải nặng, có thể tăng độ dày hoặc thêm gân tăng cứng phía dưới. Mép tấm nên cuốn/bo để an toàn.
Thiết kế cố định cơ khí chắc chắn; bo cạnh an toàn. Liên kết bulong/kẹp nên có đệm chống rung để hạn chế tiếng ồn khi lưu lượng qua lại cao. Vị trí chênh cao cần bích chặn hoặc nẹp mũi bậc để bảo vệ mép. Quy định khoảng cách liên kết theo tải trọng thực tế để hạn chế võng cục bộ.
Ứng dụng: sàn nhà xưởng ướt, bậc cầu thang, ram dốc. Ở khu F&B hoặc rửa xe, tấm dập gân 304 giúp tăng độ bám trong điều kiện dính dầu/mỡ/nước, giảm tai nạn lao động. Khu vực dốc dài có thể chia module để thuận tiện thay thế từng phần khi bảo trì. Đây là nhóm ứng dụng tiêu biểu của tấm dập gân 304 trong danh mục ứng dụng inox tấm.
Điện/Ngoài trời: vỏ tủ inox 304/316
Chọn 304/316; yêu cầu IP, thoát nước, gioăng kín. Với khí hậu nhiệt đới ẩm, cấu hình gioăng EPDM chịu thời tiết và mái che mưa sẽ kéo dài tuổi thọ. Vị trí đặt tủ nên có bệ cao, tránh ngập úng và cho phép thoát nước tự do. Sơn ký hiệu cảnh báo và mã QR quản lý tài sản giúp bảo trì thuận tiện.
Xử lý mép cắt và mối hàn chống rỉ; kiểm tra phun mưa nếu cần. Các cạnh cắt được mài mịn để tránh tập trung ứng suất và cắt tay khi thao tác. Thử phun mưa theo cấp IP yêu cầu giúp xác nhận khả năng chống thấm trước khi đưa vào vận hành. Bản lề/khóa/bu lông đồng bộ inox giúp hệ thống ổn định qua chu kỳ nhiệt.
Ứng dụng: vỏ tủ điện, trạm phân phối. Tại không gian ven biển hoặc khu hóa chất, 316 là lựa chọn an toàn để kiểm soát LCC dài hạn. Quý khách có thể tham khảo giải pháp mẫu tại Vỏ tủ điện inox ngoài trời 304/316 và điều chỉnh theo cấp IP (IP Code) cùng yêu cầu phụ kiện thực tế.
Để chốt thiết kế nhanh, phần kế tiếp sẽ hệ thống các tiêu chí lựa chọn & tiêu chuẩn chất lượng như ASTM/JIS, CO/CQ, dung sai và khung so sánh vật liệu, giúp Quý khách yên tâm ký duyệt bản vẽ kỹ thuật và tiêu chuẩn nghiệm thu.
Tiêu chí lựa chọn & tiêu chuẩn chất lượng (ASTM/JIS, CO/CQ, dung sai, so sánh vật liệu)
Áp tiêu chuẩn đúng, kiểm soát dung sai và so sánh LCC giúp ra quyết định theo tổng chi phí sở hữu thay vì giá tức thời.
Từ ma trận ứng dụng đã hệ thống ở phần trước, đây là bước chốt tiêu chuẩn và tiêu chí nghiệm thu để hồ sơ kỹ thuật của Quý khách rõ ràng ngay từ đầu. Chúng tôi quy đổi yêu cầu sử dụng thành điều khoản hợp đồng: tiêu chuẩn vật liệu (ASTM/JIS), hồ sơ CO/CQ inox tấm, dung sai cắt/chấn/hàn, quy tắc bề mặt – hướng thớ – film bảo vệ, và khung so sánh vật liệu theo TCO. Khi mọi tham số được chuẩn hóa, tiến độ nghiệm thu diễn ra nhanh, giảm tranh chấp và giảm rework.

Tiêu chuẩn vật liệu – ASTM A240/A480, JIS G4305 (SUS): Trong hợp đồng và bản vẽ, Quý khách nên viện dẫn ASTM A240 cho tấm/lá inox, ASTM A480 cho yêu cầu chung và dung sai, và JIS G4305 cho thép không gỉ cán nguội (SUS 201/304/316/430). Việc ghi rõ bề mặt (2B/BA/HL/8K) và ký hiệu SUS trên hồ sơ giúp đồng bộ giữa mua hàng – sản xuất – nghiệm thu. Tài liệu chuẩn học thuật có thể tham khảo tại ASTM International (A240/A480) và tổng quan JIS (Japanese Industrial Standards).
Hồ sơ CO/CQ inox tấm – nền tảng truy xuất: CO/CQ là bắt buộc với dự án B2B, gắn liền từng lô vật tư và phụ kiện. Chúng tôi đối chiếu mác, độ dày, bề mặt và nhà sản xuất trên CO/CQ với BOM và nhãn thực tế; toàn bộ được lưu theo quy trình kiểm soát tài liệu ISO 9001 để truy xuất nhanh khi nghiệm thu hoặc bảo hành. Điều này tạo sự minh bạch, đồng thời là bằng chứng tuân thủ khi kiểm toán.
Dung sai cắt/chấn/hàn – ngôn ngữ chung cho sản xuất: Cắt laser tham chiếu sai số ±0,2 mm với cạnh sạch, bavia tối thiểu; chấn tham chiếu góc ±0,5° và kích thước ±0,5–1,0 mm theo chiều dài; hàn yêu cầu kiểm tra ngoại quan, thử kín (khi cần), xử lý đổi màu nhiệt và hoàn thiện Ra đúng khu vực lộ thiên. Các trị số tham chiếu này phù hợp thông lệ gia công tấm hiện đại được nhấn mạnh trong tài liệu kỹ thuật và thực hành xưởng (cắt laser/CNC, chấn, hàn) từ nguồn nghiên cứu thị trường.
Quản lý bề mặt – hướng thớ & film PVC: Bề mặt ảnh hưởng trực tiếp đến thẩm mỹ và năng suất vệ sinh. Quy ước hướng thớ trên bản vẽ, lựa chọn chấn theo thớ phù hợp, và dán film PVC cho BA/HL/8K từ khâu cắt đến lắp đặt giúp hạn chế xước lông mèo và giảm chi phí đánh bóng lại. Đóng gói dùng vật liệu chống trầy, pallet phù hợp để duy trì chất lượng đến lúc nghiệm thu.
So sánh inox 201/304/316 với thép carbon & nhôm: Inox austenitic (304/316) cho khả năng chống ăn mòn và hàn/hoàn thiện tốt, phù hợp F&B, y tế, kiến trúc; 201 tiết kiệm hơn nhưng nên dùng môi trường khô. Thép carbon sơn tĩnh điện cần sơn – bảo trì định kỳ, rủi ro ăn mòn chân sơn. Nhôm nhẹ và dễ gia công, song kém bền trong môi trường clorua so với 316 và quy trình hàn – hoàn thiện khác biệt. Khuyến nghị chọn theo môi trường, tải trọng, yêu cầu mỹ quan và tần suất vệ sinh.
Phân tích LCC/TCO inox 304 – ra quyết định tài chính: Thay vì nhìn giá mua tức thời, hãy tính tổng chi phí sở hữu (LCC/TCO): vật liệu + gia công + hoàn thiện + bảo trì + downtime. Ở khu ẩm/ướt, 304 thay thép sơn thường giảm chi phí bảo trì trong chu kỳ 3–5 năm nhờ tránh sơn lại, hạn chế rò rỉ do ăn mòn và ổn định thẩm mỹ. Đây là cơ sở thuyết phục để phê duyệt CAPEX đúng ngay từ đầu.
| Vật liệu | Chống ăn mòn | Khả năng hàn/hoàn thiện | Khối lượng riêng (tương đối) | Ghi chú LCC/TCO |
|---|---|---|---|---|
| Inox 201 | Trung bình (khô ráo) | Tốt | ≈ 1,0 (chuẩn inox) | Chi phí đầu vào thấp; rủi ro ố trong môi trường ẩm/clorua |
| Inox 304 | Cao (đa dụng) | Rất tốt (TIG/MIG) | ≈ 1,0 | LCC tối ưu ở khu ẩm/chu kỳ vệ sinh thường xuyên |
| Inox 316 | Rất cao (clorua/biển) | Rất tốt | ≈ 1,0 | TCO thấp nhất ở ven biển/hóa chất nhẹ |
| Thép carbon sơn | Thấp (phụ thuộc lớp sơn) | Tốt; cần sơn/galvanizing | ≈ 1,0 | Phát sinh OPEX do sơn lại/bảo trì |
| Nhôm | Trung bình (kém trong clorua) | Tốt; quy trình riêng | ≈ 0,34 (nhẹ hơn inox) | Tốt cho tải nhẹ; chú ý chống xước/bến muối |
Để tham khảo khung tiêu chuẩn và quy trình kiểm soát, Quý khách có thể xem Quy trình & tiêu chuẩn gia công inox tại Hải Minh và cấu trúc báo giá theo độ dày – độ phức tạp tại Mô hình báo giá theo độ dày & độ phức tạp. Việc thống nhất sớm các tiêu chí này giúp tối ưu cả CAPEX lẫn OPEX.
Tiêu chuẩn ASTM/JIS & yêu cầu CO/CQ
Xác nhận ASTM A240/A480 hoặc JIS G4305 trong hợp đồng: Đây là “điểm neo” pháp lý và kỹ thuật cho mọi lô vật tư. ASTM A240 quy định tấm/lá thép không gỉ, A480 đưa ra yêu cầu chung và dung sai; JIS G4305 định nghĩa SUS 201/304/316/430 cho sản phẩm cán nguội. Ghi rõ bề mặt (2B/BA/HL/8K) và trạng thái film PVC để đồng bộ từ mua hàng đến nghiệm thu. Tham khảo thêm định nghĩa tiêu chuẩn tại ASTM A240.
Thu thập CO/CQ lô vật liệu và phụ kiện; đối chiếu mác & bề mặt: Mỗi lô vật tư cần CO (Certificate of Origin) và CQ (Certificate of Quality). Chúng tôi đối chiếu mác (ví dụ JIS G4305 SUS304), độ dày, hoàn thiện bề mặt với BOM và nhãn trên tấm. Việc đối chiếu chéo giúp ngăn ngừa trộn lẫn vật liệu, đảm bảo tính đồng nhất xuyên suốt dự án.
Lưu trữ hồ sơ theo điều khoản ISO 9001: kiểm soát tài liệu: Hồ sơ CO/CQ, biên bản QC, ảnh nghiệm thu và biên bản thử được mã hóa lô để truy xuất nhanh. Cơ chế kiểm soát tài liệu theo ISO 9001 giúp Quý khách sẵn sàng khi có kiểm toán nội bộ/khách hàng hoặc bảo hành sau này.
Dung sai tham chiếu và tiêu chí nghiệm thu
Cắt laser: ±0,2 mm; bavia tối thiểu; mép sạch: Với biên dạng phức tạp, cắt laser inox tạo mép sạch, HAZ nhỏ, hạn chế cong vênh, giảm thời gian mài hoàn thiện. Yêu cầu Ra cạnh và bán kính phá bavia có thể nêu rõ trên bản vẽ để đồng bộ nghiệm thu.
Chấn: góc ±0,5°, kích thước ±0,5–1,0 mm tùy chiều dài: Bù springback theo mác/độ dày; chọn V-die 6–8×t và Rmin ≈ 1×t để hạn chế nứt mép. Định vị hướng thớ cán giúp ổn định góc chấn, cải thiện độ lặp lại giữa các lot.
Hàn: kiểm tra ngoại quan, thử kín, xử lý màu nhiệt; Ra vùng hoàn thiện phù hợp: Quy định phương pháp (TIG/MIG/laser), trình tự hàn và yêu cầu thử kín (nếu có). Sau hàn cần tẩy – passivation để phục hồi lớp thụ động bề mặt, nâng khả năng chống ăn mòn ở khu F&B/y tế. Tiêu chí Ra tại vùng lộ thiên nên được ghi rõ để tránh sửa nguội.
Quản lý bề mặt: hướng thớ & film PVC
Quy ước hướng thớ trên bản vẽ; chấn theo thớ phù hợp: Hướng thớ ảnh hưởng đến nguy cơ nứt mép chấn và cảm nhận thẩm mỹ khi lắp ghép nhiều tấm. Chúng tôi khuyến nghị chấn vuông góc với thớ cho bán kính nhỏ và ghi chú chiều quan sát chính để đồng bộ toàn bộ mặt ốp.
Dán film PVC cho BA/HL/8K; tháo sau lắp đặt: Film bảo vệ liên tục từ xả băng – cắt – chấn – hàn – vận chuyển đến khi hoàn thành lắp đặt. Điều này giảm rủi ro xước lông mèo, dấu vân tay và chi phí đánh bóng lại, đặc biệt quan trọng với 8K.
Hạn chế trầy xước trong vận chuyển – đóng gói: Dùng đệm góc, vật liệu chống trượt và pallet phù hợp. Với panel lớn, bố trí gia cường chống rung để giữ độ phẳng; tem nhận diện lô giúp truy xuất nhanh nếu có phát sinh.
So sánh 201/304/316 với thép carbon & nhôm
Inox: chống ăn mòn tốt, hàn & hoàn thiện đẹp; thép carbon cần sơn/bảo trì: 304/316 cho độ bền bề mặt và khả năng hàn TIG/MIG ổn định, phù hợp khu vực ẩm/chu kỳ vệ sinh dày. Thép carbon sơn dễ phát sinh OPEX do sơn lại và nguy cơ ăn mòn chân sơn.
Nhôm: nhẹ, nhưng kém bền trong clorua so với 316; quy trình hàn khác: Nhôm phù hợp hạng mục nhẹ, yêu cầu tỷ trọng thấp; song ở ven biển/hồ bơi, 316 cho tuổi thọ tốt hơn. Công nghệ hàn/hoàn thiện của nhôm khác đáng kể, cần thống nhất ngay từ RFQ.
Đề xuất chọn theo môi trường, tải trọng, mỹ quan: F&B ướt: 304/2B/BA; ven biển/hóa chất: 316/2B; nội thất khô: 201/HL; trang trí: 304/HL hoặc 8K. Quy chiếu các tiêu chí này vào bảng so sánh TCO để chốt nhanh.
Phân tích LCC/TCO: ví dụ ra quyết định
Tính tổng chi phí: mua + gia công + hoàn thiện + bảo trì + downtime: Đây là khung chuẩn giúp so sánh phương án. Khi đưa cả chi phí dừng máy và tái hoàn thiện vào bài toán, phương án inox chất lượng thường nổi trội.
Ví dụ: 304 thay thép sơn trong khu ẩm giúp giảm chi phí bảo trì 3–5 năm: Nhờ không phải sơn lại định kỳ và ít phát sinh rò rỉ do ăn mòn, Quý khách tiết kiệm chi phí nhân công – vật tư – downtime. Đồng thời, hình ảnh thẩm mỹ ổn định hơn cho khu vực phục vụ khách.
Đưa ma trận rủi ro ăn mòn theo môi trường để minh họa: Gắn mức rủi ro (thấp/trung bình/cao) theo môi trường (khô, ẩm, clorua) và vật liệu (201/304/316, thép sơn, nhôm) để ra quyết định có cơ sở. Đây là phương pháp chúng tôi áp dụng trong tư vấn kỹ thuật – tài chính cho nhiều dự án F&B, y tế và điện ngoài trời.
Khi khung tiêu chuẩn – dung sai – hồ sơ đã rõ ràng, bước tiếp theo là chọn đối tác có năng lực ISO 9001, xưởng trực tiếp và kinh nghiệm dự án để đảm bảo chất lượng lặp lại. Phần kế tiếp sẽ lý giải vì sao Cơ Khí Hải Minh là lựa chọn phù hợp cho Quý khách.
Vì sao chọn Cơ Khí Hải Minh (ISO 9001, xưởng trực tiếp, hàng trăm dự án)
Hải Minh sở hữu ISO 9001, thiết bị đồng bộ và hàng trăm dự án, cam kết SLA báo giá <4 giờ và chất lượng ổn định.
Từ bộ tiêu chuẩn – dung sai – hồ sơ đã được chốt ở phần trước, câu hỏi tiếp theo là: ai đủ năng lực thực thi để bảo đảm tiến độ và TCO của Quý khách? Cơ Khí Hải Minh là đơn vị sản xuất trực tiếp đạt ISO 9001:2015, đội ngũ kỹ sư >10 năm kinh nghiệm, quy trình minh bạch từ RFQ đến nghiệm thu. Chúng tôi công khai năng lực và quy trình tại Năng lực & quy trình gia công inox tổng thể, đồng thời vận hành xưởng tại TP.HCM để rút ngắn lead time cho khu vực phía Nam; tham khảo Xưởng gia công inox tại TP.HCM & lân cận.
Tư Vấn & Thiết Kế 2D/3D
Đội ngũ kỹ sư DFM tối ưu vật liệu, bán kính chấn, tiêu chí hàn; xuất bản vẽ kỹ thuật rõ ràng ngay từ RFQ.
Sản Xuất Tại Xưởng
Cắt laser/CNC, press brake nhiều trục, hàn TIG/MIG/laser; kiểm soát 100% chất lượng vật liệu (Inox 304/316).
Lắp Đặt & Bảo Trì Tận Nơi
Thi công trọn gói, bàn giao đúng hẹn, bảo hành – bảo trì chuyên nghiệp, tài liệu nghiệm thu đầy đủ.
Thiết bị & năng lực sản xuất
Laser fiber và press brake CNC: Cắt laser cho biên dạng phức tạp với mép cắt sạch, bavia rất thấp và vùng ảnh hưởng nhiệt nhỏ; dung sai tham chiếu đến ±0,2 mm hiệu quả cho chi tiết lắp ghép. Công suất máy cho phép gia công tấm dày ~10–16 mm và tối đa xấp xỉ 20 mm tùy cấu hình và khí cắt. Press brake CNC độ lặp cao giúp giữ góc chấn ổn định theo thiết kế, giảm công mài nguội.
Hàn TIG/MIG/laser – hoàn thiện HL/8K – xả băng/dập gân: Tổ hợp công nghệ hàn bảo đảm mối hàn chắc, đẹp, hạn chế cong vênh; quy trình pickling – passivation sau hàn giúp phục hồi lớp thụ động, phù hợp khu vực F&B hoặc y tế cần vệ sinh cao. Hoàn thiện hairline (HL) cho kiến trúc hiện đại, 8K gương cho điểm nhấn; xả băng và dập gân 304 tăng độ cứng vững, chống trượt cho sàn/bậc.
Thông số công bố và dung sai điển hình: Chúng tôi công bố phạm vi khổ tấm/độ dày, dung sai cắt/chấn và tiêu chí Ra bề mặt ngay trong báo giá để Quý khách dễ nghiệm thu. Tham số chấn tham chiếu: V-die 6–8×t, Rmin ≈ 1×t; kiểm soát hướng thớ để ổn định bền mép. Dòng thiết bị đồng bộ giúp rút ngắn chu kỳ và tối ưu CAPEX vật tư thông qua sơ đồ nesting hiệu quả.
Quy trình ISO 9001 & SLA phản hồi
SLA báo giá <4 giờ – cập nhật tiến độ minh bạch: Sau khi nhận RFQ kèm bản vẽ, kỹ sư DFM phản hồi phương án kỹ thuật và báo giá trong khung <4 giờ làm việc. Tiến độ sản xuất được cập nhật theo mốc công đoạn với kênh giao tiếp trực tiếp giữa kỹ sư phụ trách và Quý khách.
Checklist QA theo ISO 9001:2015: Mỗi lô đều có checklist dung sai, bề mặt (2B/BA/HL/8K), độ nhám Ra mục tiêu, thử kín mối hàn (khi yêu cầu). Biên bản QC đính kèm ảnh và thông số đo giúp nghiệm thu nhanh tại công trường/nhà máy.
Hồ sơ CO/CQ – tài liệu bảo trì: Mọi vật liệu đầu vào có CO/CQ, đối chiếu BOM và nhãn thực tế; lưu trữ, truy xuất theo quy trình kiểm soát tài liệu ISO 9001. Bộ hướng dẫn vệ sinh/bảo trì đi kèm giúp giảm OPEX vận hành. Tìm hiểu khung quản trị chất lượng ISO 9001 tại Wikipedia.
Case study tiêu biểu & chứng thực khách hàng
Bếp khách sạn 4 sao, HCM: Mục tiêu: thiết bị vệ sinh nhanh, vận hành bền. Vật liệu: 304/2B; độ dày bàn 1.2–1.5 mm; hàn TIG kín – passivation. Kết quả: nghiệm thu ngoại quan đẹp, đường hàn liền mạch, thời gian vệ sinh ca giảm rõ rệt; hồ sơ QC đầy đủ.
Nhà máy thực phẩm, Bình Dương: Mục tiêu: chống ăn mòn, dễ khử khuẩn. Vật liệu 304/BA; yêu cầu Ra vùng tiếp xúc thấp, bo bán kính lớn; kiểm tra thử kín bồn. Kết quả: đạt thông số Ra theo bản vẽ, thử kín đạt; bàn giao đúng hạn với tỷ lệ lỗi nội bộ <0,5%.
Vỏ tủ điện ngoài trời, ven biển: Mục tiêu: tuổi thọ cao, chống rỗ pitting. Vật liệu 316/2B; gioăng chịu thời tiết; hàn kín – xử lý màu nhiệt. Kết quả: test phun mưa theo cấp yêu cầu, bề mặt ổn định; bảo hành theo chu kỳ. Nếu Quý khách cần triển khai tại TP.HCM, xem thêm hạ tầng xưởng tại Xưởng gia công inox tại TP.HCM & lân cận.
“Năng lực sản xuất của Cơ Khí Hải Minh rất tốt. Toàn bộ hệ thống bếp cho nhà hàng của chúng tôi được bàn giao đúng tiến độ, chất lượng inox 304 đúng cam kết.”
— Anh Phúc, xưởng sản xuất nước giải khát tại Hóc Môn
Chính sách bảo hành – hậu mãi
Bảo hành mối hàn/bề mặt theo cam kết: Chúng tôi quy định rõ phạm vi bảo hành cho mối hàn, xử lý đổi màu nhiệt và bề mặt 2B/BA/HL/8K; kèm hướng dẫn vệ sinh để bảo toàn mỹ quan. Tài liệu hướng dẫn được cung cấp ngay khi bàn giao.
Hỗ trợ kỹ thuật sau bán – vật tư thay thế: Kỹ sư trực tiếp tư vấn phương án khắc phục khi phát sinh va quệt, xước bề mặt hoặc cần thay thế linh kiện. Nguồn vật tư thay thế tiêu chuẩn giúp rút ngắn thời gian dừng máy, giảm OPEX.
Kênh hỗ trợ đa nền tảng: Hotline, Zalo và email được phân tuyến theo dự án để phản hồi nhanh. Mỗi dự án gắn mã hồ sơ, biên bản QC và lịch bảo trì định kỳ nhằm đảm bảo truy xuất khi cần.
Nếu Quý khách muốn đi sâu hơn vào thông số, câu hỏi kỹ thuật và những lưu ý khi gửi RFQ/bản vẽ, phần kế tiếp sẽ là mục FAQ chuyên sâu & lưu ý kỹ thuật khi đặt gia công để Quý khách ra quyết định nhanh và chính xác.
FAQ chuyên sâu & lưu ý kỹ thuật khi đặt gia công
Tiếp nối phần về năng lực và quy trình ISO 9001, mục FAQ gia công inox tấm dưới đây tổng hợp các câu hỏi quyết định mua: vật liệu, bề mặt, dung sai, giá và những rủi ro thường gặp khi sản xuất – lắp đặt.
Gia công inox tấm là gì?
Đó là chuỗi công đoạn biến tấm inox thành chi tiết/thiết bị theo bản vẽ: cắt (laser/CNC), chấn (press brake), hàn (TIG/MIG/laser), hoàn thiện bề mặt (mài bavia, HL, 8K) và xử lý sau hàn (pickling & passivation). Toàn bộ được kiểm soát theo ISO 9001 với tiêu chí dung sai, độ phẳng, Ra bề mặt và hồ sơ CO/CQ. Mục tiêu là đạt thông số kỹ thuật, mỹ quan và hiệu suất vận hành đúng yêu cầu của Quý khách.
Sự khác nhau giữa inox 201, 304 và 316 khi gia công tấm?
201 có chi phí thấp, chống ăn mòn trung bình – phù hợp môi trường khô, ít tiếp xúc clorua. 304 cân bằng giữa chống ăn mòn – hàn/chấn – giá, là chuẩn đa dụng cho F&B, y tế và kiến trúc. 316 có Mo nên kháng rỗ pitting, nứt kẽ tốt trong môi trường clorua/ven biển; thích hợp khi mục tiêu là tuổi thọ và chi phí vòng đời (LCC) thấp hơn về dài hạn. Cả 304/316 đều hàn/chấn tốt, bề mặt ổn định sau passivation.
Nên chọn bề mặt 2B, BA, HL hay 8K cho ứng dụng nào?
2B/BA phù hợp khu vực cần vệ sinh nhanh, ít bám bẩn (bếp, y tế); BA bóng sáng quan sát dễ. HL (hairline) tạo hiệu ứng thẩm mỹ hiện đại cho kiến trúc – sảnh – thang máy. 8K (gương) dùng cho điểm nhấn cao cấp, yêu cầu bảo vệ và vệ sinh kỹ. No.1 cho công nghiệp nặng/chi tiết ẩn. Hãy chọn theo môi trường sử dụng, yêu cầu mỹ quan và tần suất vệ sinh để tối ưu TCO.
Cắt laser inox tấm dày tối đa bao nhiêu mm?
Dải hiệu quả 10–16 mm; tối đa khoảng ~20 mm tùy công suất máy và khí cắt. Dùng N2 cho mép sáng sạch, hạn chế oxy hóa; O2 cho tốc độ cao hơn nhưng dễ cháy cạnh hơn, cần tinh chỉnh tốc độ/công suất. Dung sai tham chiếu ±0,2 mm với vùng ảnh hưởng nhiệt nhỏ, phù hợp chi tiết biên dạng phức tạp.
Quy trình gia công inox tấm chuẩn ISO 9001 gồm những bước nào?
Nhận RFQ → tư vấn DFM → lập quy trình → cắt → chấn → hàn → hoàn thiện bề mặt → QC → phát hành CO/CQ → đóng gói và giao hàng. Các điểm kiểm soát chính: dung sai laser/chấn/hàn, độ phẳng, Ra bề mặt, thử kín (khi yêu cầu) và nhận diện lô để truy xuất. Cách làm này giúp nghiệm thu nhanh, hạn chế rework.
Cách tính giá gia công inox tấm?
Cấu phần giá gồm: vật liệu (tấm/kg) + thời gian máy (cắt/chấn/hàn) + hoàn thiện bề mặt + QC/kiểm tra + đóng gói/vận chuyển. Với sản xuất lặp, giá gia công theo thời gian máy là cơ sở minh bạch để tối ưu. Tối ưu sơ đồ cắt (nesting), chọn công nghệ phù hợp và chuẩn hóa dung sai sẽ giúp giảm CAPEX vật tư và OPEX hoàn thiện.
Tấm inox chống trượt (dập gân) là gì, ứng dụng ở đâu?
Là tấm có hoa văn nổi (teardrop/checker/diamond) tăng ma sát và độ cứng. Ứng dụng cho sàn ướt, bậc thang, ram dốc, khu vực có dầu mỡ/nước. Độ dày tham chiếu 2–5 mm theo tải; mép nên bo/cuốn để an toàn thao tác và vệ sinh thuận tiện.
Tiêu chuẩn ASTM/JIS nào áp dụng cho inox tấm 304?
ASTM A240 (tấm/lá) và ASTM A480 (yêu cầu chung, dung sai); JIS G4305 tương ứng ký hiệu SUS304. Khi đặt hàng và nghiệm thu, yêu cầu CO/CQ ghi rõ mác, độ dày, bề mặt (2B/BA/HL/8K) để truy xuất và đối chiếu lô vật tư.
Làm thế nào để tránh cong vênh khi chấn inox tấm?
Chọn bán kính tối thiểu Rmin ≈ 1×t và V-die khoảng 6–8×t để giảm nứt mép. Xác định hướng thớ cán; ưu tiên chấn vuông góc thớ cho bán kính nhỏ. Bù springback theo mác/độ dày và gá kẹp chắc để giữ dung sai góc/kích thước ổn định.
Sau hàn inox có cần pickling/passivation không và tại sao?
Cần. Tẩy mối hàn (pickling) loại bỏ màu nhiệt/ôxy hóa; passivation phục hồi lớp thụ động Cr2O3, tăng chống ăn mòn và vệ sinh bề mặt. Đây là yêu cầu gần như bắt buộc trong F&B/y tế để duy trì an toàn vệ sinh và tuổi thọ sử dụng.
Quý khách cần thêm thông số hoặc báo giá theo bản vẽ? Phần tiếp theo sẽ hướng dẫn liên hệ để nhận tư vấn và báo giá chi tiết.
Liên hệ – Nhận tư vấn & báo giá chi tiết
Nhận tư vấn kỹ sư miễn phí và báo giá chi tiết trong 4 giờ – gửi RFQ chuẩn để rút ngắn thời gian và chi phí.
Sau phần FAQ kỹ thuật, đây là bước hành động cuối cùng để Quý khách chuyển đổi bản vẽ thành báo giá khả thi và tiến độ rõ ràng. Cơ Khí Hải Minh vận hành theo ISO 9001 với SLA phản hồi 4 giờ cho yêu cầu báo giá gia công inox tấm. Chúng tôi bố trí kỹ sư phụ trách trực tiếp để tư vấn cấu hình vật liệu, phương án gia công và tiêu chí QC, giúp Quý khách chốt nhanh phương án và giảm rủi ro phát sinh.
Đặt lịch tư vấn kỹ sư miễn phí: Với mô hình “tư vấn kỹ sư miễn phí”, Quý khách được rà soát bản vẽ, gợi ý DFM (tối ưu thiết kế cho sản xuất) và định hướng bề mặt 2B/BA/HL/8K phù hợp. Cuộc gọi ngắn 15–30 phút giúp xác nhận mác 201/304/316/430, độ dày/khổ tấm và quy trình cắt – chấn – hàn hợp lý. Mục tiêu là khóa nhanh phương án, rút ngắn lead time và tối ưu tổng chi phí sở hữu (TCO).
Form RFQ inox tấm – nộp đủ trong 1 lần: Để báo giá chính xác, vui lòng khai báo đầy đủ: mác (201/304/316/430) theo ASTM/JIS; độ dày/khổ; bề mặt (2B/BA/HL/8K) và hướng thớ; bản vẽ PDF/DXF; số lượng theo lot; tiêu chí dung sai và QC; thời gian giao dự kiến; yêu cầu CO/CQ. Một RFQ đủ thông tin giúp chúng tôi lên nesting tối ưu, dự trù vật tư đúng và lên kế hoạch máy.
SLA phản hồi & cập nhật tiến độ: SLA phản hồi báo giá <4 giờ làm việc cho RFQ đủ dữ liệu. Sau khi chốt, kỹ sư phụ trách cập nhật mốc tiến độ qua Zalo/Email theo từng công đoạn (cắt – chấn – hàn – hoàn thiện – QC – giao). Quý khách luôn nắm được trạng thái lệnh sản xuất để chủ động lịch lắp đặt và nghiệm thu.
Kênh liên hệ & thông tin vận hành: Hotline – Zalo – trang liên hệ website được phân tuyến theo dự án để phản hồi nhanh. Chúng tôi tiếp nhận hồ sơ tại TP.HCM; Quý khách có thể xem địa điểm tiếp nhận tại mục Địa điểm tiếp nhận tại TP.HCM và tham khảo bản đồ/giờ làm việc trên trang liên hệ. Trong trường hợp cần khảo sát tại công trình, chúng tôi có lịch đội kỹ thuật đo đạc theo hẹn.
USP cam kết – ISO 9001 Hải Minh: Xưởng trực tiếp, kiểm soát chất lượng theo ISO 9001; tiêu chí dung sai – bề mặt – hồ sơ CO/CQ rõ ràng trong báo giá. KPI chất lượng, bảo hành và hướng dẫn bảo trì được ban hành cùng lệnh giao; dữ liệu truy xuất giúp nghiệm thu nhanh. Đây là nền tảng để Quý khách giảm OPEX và giữ thẩm mỹ ổn định.
Checklist RFQ chuẩn – nộp trong 1 lần
Khai báo mác & tiêu chuẩn (ASTM/JIS): Nêu rõ mác 201/304/316/430 và hệ tiêu chuẩn đối chiếu (ví dụ: ASTM A240/A480 hoặc JIS G4305). Điều này quyết định khả năng chống ăn mòn, tính hàn/chấn và bề mặt đạt được. Với môi trường ẩm/clorua, 316 là lựa chọn an toàn; với hạng mục nội thất khô, 201/430 có thể tối ưu chi phí.
Chỉ định độ dày/khổ tấm, bề mặt & hướng thớ: Ghi rõ độ dày, khổ tấm và bề mặt (2B/BA/HL/8K). Hướng thớ ảnh hưởng đến cảm nhận thẩm mỹ khi ghép tấm và nguy cơ nứt mép khi chấn; việc thống nhất ngay từ RFQ giúp hạn chế rework. Với BA/8K, yêu cầu film PVC suốt chuỗi gia công – lắp đặt.
Đính kèm bản vẽ, yêu cầu dung sai & QC; số lượng & thời gian giao: Gửi PDF để xem nhanh và DXF/DWG cho sản xuất; nêu dung sai kích thước/góc, Ra cạnh – vùng lộ thiên và thử kín (nếu có). Ghi rõ số lượng theo lot và deadline mong muốn để chúng tôi lên kế hoạch máy, vật tư và logistics phù hợp. Một RFQ rõ ràng rút ngắn thời gian hỏi đáp và tăng độ chính xác báo giá.
Mô hình báo giá & tối ưu chi phí
Giải thích các thành phần giá: Báo giá minh bạch theo cấu phần: vật liệu (tấm/kg theo mác – bề mặt), thời gian máy (cắt laser/CNC, chấn, hàn), hoàn thiện (mài bavia, HL/8K), QC/CO-CQ và logistics/đóng gói. Cách tách bạch giúp Quý khách kiểm soát CAPEX và đánh giá các phương án thay thế.
Gợi ý tối ưu: Tối ưu nesting để giảm phế liệu; chọn bề mặt 2B/BA đúng nhu cầu vệ sinh thay vì “over-spec” ở vị trí ẩn; giảm số mối hàn bằng việc chỉnh sửa biên dạng hoặc dùng chấn thay lắp ghép. Khi cần độ chính xác cao, ưu tiên cắt laser để giảm công hoàn thiện cạnh và tăng tốc lắp ráp.
Ví dụ báo giá theo độ dày – độ phức tạp: Chi tiết mỏng, hình học phức tạp có tỷ trọng thời gian máy cao; chi tiết dày/đơn giản chịu ảnh hưởng lớn từ giá vật tư. Với bề mặt HL/8K, chi phí hoàn thiện và bảo vệ tăng; do đó nên tiêu chuẩn hóa bề mặt theo vùng lộ/ẩn trên bản vẽ để cân bằng chi phí – mỹ quan.
Kênh liên hệ & SLA phản hồi
Hotline/Zalo/Email – phản hồi <4 giờ làm việc: Yêu cầu đầy đủ dữ liệu sẽ được phản hồi báo giá trong 4 giờ làm việc. Kỹ sư phụ trách lập danh sách câu hỏi còn thiếu (nếu có) để chốt phương án ngay trong ngày. Quý khách có thể chọn trao đổi nhanh qua Zalo để duyệt ảnh/video và cập nhật tiến độ.
Vị trí xưởng, giờ làm việc, ảnh xưởng: Hồ sơ tiếp nhận tại TP.HCM; bản đồ và giờ làm việc được niêm yết trên trang liên hệ. Khi cần, chúng tôi sắp lịch khảo sát/đo đạc tại công trình và gửi ảnh 360° xưởng/line máy để Quý khách đánh giá năng lực thực tế.
Quy trình hợp đồng & chứng từ VAT: Sau khi duyệt báo giá, hai bên ký hợp đồng, tạm ứng theo điều khoản; chúng tôi phát hành kế hoạch sản xuất – QC và lịch giao hàng. Hóa đơn VAT xuất theo tiến độ nghiệm thu/giao nhận; bộ chứng từ gồm CO/CQ, biên bản QC, phiếu đóng gói và hướng dẫn bảo trì.
Để tìm hiểu sâu hơn năng lực sản xuất và cách tính giá, Quý khách có thể tham khảo: Xem đầy đủ dịch vụ – năng lực xưởng, Cách tính giá theo độ dày – độ phức tạp và Địa điểm tiếp nhận tại TP.HCM. Đây là những thông tin nền hữu ích trước khi gửi RFQ inox tấm.
BẠN CẦN TƯ VẤN GIA CÔNG INOX TẤM THEO YÊU CẦU?
Hãy để đội ngũ kỹ sư của Cơ Khí Hải Minh giúp bạn! Liên hệ ngay để nhận giải pháp và bản vẽ 3D MIỄN PHÍ.
- Gia công inox theo yêu cầu tại TP.HCM (theo bản vẽ) – Cơ Khí Hải Minh
- Gia Công Nồi Inox 304/316 Theo Yêu Cầu: Quy Trình, Độ Dày Chuẩn & Báo Giá ISO 9001:2015
- Hướng Dẫn Lắp Đặt Bếp Công Nghiệp An Toàn: Quy Trình ISO, Điện–Gas–Thông Gió & PCCC
- Địa Chỉ Mua Bếp Công Nghiệp Giá Rẻ Tại TP.HCM Cho Nhà Hàng Và Khách Sạn
- Gia Công Tủ Inox Theo Yêu Cầu: Quy Trình • Tiêu Chuẩn • Báo Giá | Cơ Khí Hải Minh
Bài viết cùng chủ đề:

Gia công inox theo yêu cầu tại TP.HCM (theo bản vẽ) – Cơ Khí Hải Minh

Thiết Kế Bếp Nhà Hàng Nhỏ: Quy Trình, Tiêu Chuẩn & Báo Giá | Cơ Khí Hải Minh

Gia Công Kệ Inox Theo Yêu Cầu: Quy Trình, Tiêu Chuẩn & Báo Giá | Cơ Khí Hải Minh
Gia Công Chậu Rửa Inox 304 Theo Yêu Cầu: Quy Trình, Tiêu Chuẩn & Báo Giá | Cơ Khí Hải Minh
Gia công xe đẩy inox: Quy trình, tiêu chuẩn & báo giá | Cơ Khí Hải Minh
Gia Công Bàn Ghế Inox Theo Yêu Cầu: Quy Trình & Báo Giá | Cơ Khí Hải Minh
Gia Công Tủ Inox Theo Yêu Cầu: Quy Trình • Tiêu Chuẩn • Báo Giá | Cơ Khí Hải Minh

Thiết Kế Bếp Ăn Trường Học: Chuẩn Một Chiều, HACCP/ISO & Báo Giá | Cơ Khí Hải Minh
Dịch Vụ Thi Công Bếp Công Nghiệp Trọn Gói: Nhà Hàng – Khách Sạn – Nhà Máy
Dịch Vụ Thiết Kế Bếp Công Nghiệp Chuyên Nghiệp & Thi Công Trọn Gói
Thi Công Hút Mùi Bếp Công Nghiệp: Quy Trình, Báo Giá & Tiêu Chuẩn | Cơ Khí Hải Minh

Gia Công Nội Thất Inox Theo Yêu Cầu: Quy Trình, Báo Giá & Tiêu Chuẩn Kỹ Thuật
Thi Công Tủ Bếp Công Nghiệp Inox 304: Quy Trình 10 Bước, Báo Giá Minh Bạch & Chuẩn HACCP
Thi Công Bếp Ga Công Nghiệp: Quy Trình Chuẩn PCCC, TCVN 7441:2004 & Báo Giá 24h

Dịch Vụ Bảo Trì & Bảo Dưỡng Bếp Công Nghiệp: SLA 24/7, Chuẩn Kỹ Thuật & Báo Giá
Gia công chữ inox 201/304/316: Báo giá, quy trình ISO và chọn cấu hình cho dự án B2B















