-
×
 Xe đẩy hàng 300kg gấp gọn 1 × 0₫
Xe đẩy hàng 300kg gấp gọn 1 × 0₫ -
×
Chuồng chó inox 1m2 1 × 0₫
-
×
xe đẩy dọn vệ sinh khách sạn 1380x470x1080mm 1 × 0₫
-
×
bàn inox vuông 80x80x74cm 1 × 0₫
-
×
Xe kéo đi chợ inox 1 × 0₫
-
×
xe đẩy đồ ăn nhà hàng 3 tầng 750x400x820mm 1 × 0₫
-
×
kệ inox 1 tầng treo tường 41cm 1 × 0₫
-
×
kệ úp chén inox âm tủ 840x430x140mm 1 × 0₫
 Xe đẩy hàng 300kg gấp gọn
Xe đẩy hàng 300kg gấp gọn  Chuồng chó inox 1m2
Chuồng chó inox 1m2  xe đẩy dọn vệ sinh khách sạn 1380x470x1080mm
xe đẩy dọn vệ sinh khách sạn 1380x470x1080mm  bàn inox vuông 80x80x74cm
bàn inox vuông 80x80x74cm  Xe kéo đi chợ inox
Xe kéo đi chợ inox  xe đẩy đồ ăn nhà hàng 3 tầng 750x400x820mm
xe đẩy đồ ăn nhà hàng 3 tầng 750x400x820mm  kệ inox 1 tầng treo tường 41cm
kệ inox 1 tầng treo tường 41cm  kệ úp chén inox âm tủ 840x430x140mm
kệ úp chén inox âm tủ 840x430x140mm Gia công inox theo yêu cầu là gì?
Gia công inox theo yêu cầu là dịch vụ thiết kế và sản xuất các sản phẩm inox dựa trên ý tưởng, bản vẽ hoặc mẫu sẵn có của khách hàng, sử dụng các phương pháp như cắt, chấn, hàn, v.v.. Quy trình được triển khai qua các công đoạn như cắt laser, chấn gấp CNC, hàn TIG/MIG, đột dập và đánh bóng để tạo thành sản phẩm đúng yêu cầu kỹ thuật. Đối với doanh nghiệp, giải pháp này đảm bảo độ chính xác cao, đáp ứng tiêu chuẩn vệ sinh và công nghiệp (ISO) cùng hiệu quả chi phí/tiến độ rõ ràng. Tại Cơ Khí Hải Minh, chúng tôi chuẩn hóa toàn bộ quy trình theo ISO 9001:2015.
Cam kết báo giá rỏ ràng, minh bạch.
Tư vấn DFM để tối ưu giá thành và kiểm soát chất lượng 3 lớp
Chuẩn mối hàn/độ phẳng/dung sai theo yêu cầu bản vẽ.
Giao hàng đúng hẹn.
Vì sao doanh nghiệp nên chọn gia công inox theo yêu cầu?
Đặt hàng theo bản vẽ giúp kiểm soát dung sai, vật liệu và tính đồng bộ — tối ưu ROI, hạn chế sửa chữa tại công trường.
1) Đúng cấu hình — không “chế cháo” lại
Nhận đúng kích thước, tải trọng, vị trí liên kết, phụ kiện theo yêu cầu; đặc biệt quan trọng với bếp công nghiệp, bàn kệ và vỏ tủ điện inox.
2) Tối ưu chi phí vòng đời (TCO)
Tư vấn DFM + nesting tối ưu vật liệu giúp giảm hao hụt, rút ngắn leadtime và giảm chi phí bảo trì/thay thế.
3) Chuẩn vệ sinh & công nghiệp
Vật liệu đúng mác; kiểm soát bề mặt/độ nhám theo yêu cầu (ví dụ Ra ≤ 0,8 µm cho F&B), mối hàn xử lý sạch — dễ vệ sinh, hạn chế bám bẩn.
Cam kết then chốt
Báo giá minh bạch trong 24h • Chuẩn mối hàn/độ phẳng/dung sai theo bản vẽ • Giao hàng đúng hẹn
Phục vụ & Vận Chuyển
Ưu tiên TP.HCM – Vũng Tàu – Bình Dương (có khảo sát/lắp đặt). Nhận giao hàng toàn quốc với hồ sơ đóng gói, tem nhận diện, biên bản bàn giao.
Vật liệu inox & tiêu chuẩn kỹ thuật áp dụng
Chọn đúng mác inox + bề mặt + dung sai ngay từ đầu để tối ưu CAPEX/OPEX và giảm rủi ro ăn mòn.
Inox 304 (khuyến nghị phổ biến)
Phù hợp F&B, y tế, môi trường ẩm, ngoài trời; cân bằng giữa giá thành – độ bền – khả năng hàn và chống ăn mòn.
Inox 316 (ăn mòn cao)
Chịu chloride tốt hơn 304; phù hợp hóa chất, hơi muối, gần biển, thủy sản, phòng sạch — giảm rủi ro rỗ/hoen gỉ trung hạn.
Inox 201 (tối ưu chi phí trong nhà)
Ưu thế giá; dùng cho khu vực khô ráo, trong nhà; cần cân nhắc kỹ nếu đặt ở môi trường ẩm/ngoài trời.
Bề mặt hoàn thiện
BA (bóng gương) cho thẩm mỹ cao; No.4 & Hairline cho khu vực thao tác nhiều, chống lộ xước, dễ vệ sinh.
Có thể chỉ định độ nhám (Ra) trên bản vẽ; ví dụ Ra ≤ 0,8 µm cho bề mặt tiếp xúc thực phẩm trong F&B.
Có thể chỉ định độ nhám (Ra) trên bản vẽ; ví dụ Ra ≤ 0,8 µm cho bề mặt tiếp xúc thực phẩm trong F&B.
Độ dày & dung sai
Tấm thường 0,8–3,0 mm; ống/hộp 1,0–2,0 mm (tùy sản phẩm). Chi tiết chịu tải có thể gia cường bằng tăng độ dày hoặc thêm gân.
Các kích thước then chốt có thể kiểm tra 100% theo yêu cầu lắp ghép.
Các kích thước then chốt có thể kiểm tra 100% theo yêu cầu lắp ghép.
Cơ Khí Hải Minh Nhận Gia Công Inox Theo Yêu Cầu, Đúng Bản Vẽ • Đúng Dung Sai • Đúng Hẹn

Cơ Khí Hải Minh xưởng gia công thiết kế & sản xuất sản phẩm inox theo yêu cầu / bản vẽ / mẫu sẵn với chuỗi công đoạn: cắt laser fiber, chấn gấp CNC, hàn TIG/MIG, đột dập, mài/đánh bóng — đảm bảo yêu cầu kỹ thuật, thẩm mỹ và tiêu chuẩn vệ sinh công nghiệp.
- Báo giá minh bạch và bóc tách theo vật liệu + thời gian máy + hàn/hoàn thiện + logistics/lắp đặt.
- Dung sai / mối hàn theo bản vẽ Kiểm soát độ phẳng, ngoại quan, tiêu chuẩn hàn/đánh bóng theo yêu cầu.
- Vật liệu đúng mác (201/304/316) Có CO/CQ; có thể kiểm PMI theo yêu cầu dự án.
- Giao hàng đúng hẹn, làm mẫu 3–7 ngày; sản xuất loạt 7–20 ngày (tùy độ phức tạp).
Các hạng mục gia công inox theo yêu cầu
Cơ Khí Hải Minh nhận gia công inox theo bản vẽ (đơn lẻ đến sản xuất loạt), ưu tiên inox 304/316, hỗ trợ tư vấn và lắp đặt khi cần. Dưới đây là các nhóm hạng mục phổ biến—bạn có thể bấm để xem chi tiết từng dịch vụ:
Năng lực xưởng & công nghệ gia công
Dây chuyền liên hoàn: vật tư → cắt laser → chấn/uốn → đột/lốc → hàn → mài/đánh bóng → QC → đóng gói.


















Cắt laser fiber
Cắt inox 304 tốc độ cao, mép cắt sạch, bavia thấp; nesting tối ưu layout tấm để giảm phế liệu và hạ giá thành.
Chấn uốn CNC
Góc uốn đồng nhất, độ lặp lại cao; khuyến nghị bán kính uốn theo DFM (thường 1–1,5× chiều dày với inox 304).
Hàn TIG/MIG + xử lý sau hàn
TIG cho thẩm mỹ/độ sạch cao; MIG cho kết cấu lớn cần năng suất. Mối hàn được mài/đánh bóng, passivation/cleaning theo yêu cầu.
Đột dập – Lốc ống – Mài/Đánh bóng
Hoàn thiện No.4 / Hairline / BA theo mẫu duyệt. Có thể kết hợp laser + đột để tối ưu thời gian gia công.
Quy trình triển khai 9 bước (chuẩn hóa theo ISO 9001:2015)
Minh bạch mốc thời gian – trách nhiệm – chứng từ, giảm sai sót và rủi ro tiến độ.
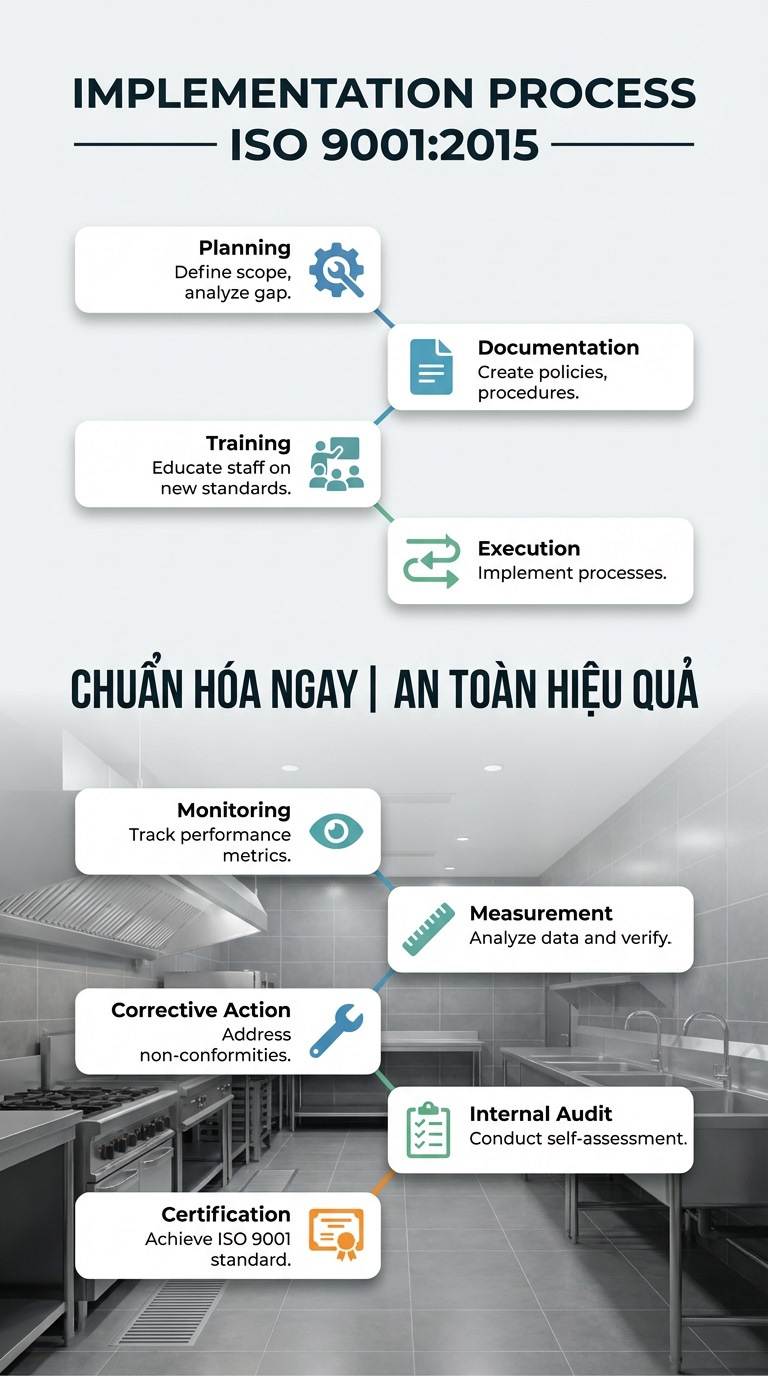
Luồng 9 bước tiêu chuẩn: (1) Tiếp nhận yêu cầu & kiểm tra file → (2) Tư vấn DFM & chốt thông số → (3) Báo giá/tiến độ & ký PO/HĐ → (4) Gia công mẫu (nếu cần) → (5) Sản xuất loạt → (6) QC 3 bước & nghiệm thu → (7) Giao hàng/lắp đặt → (8) Bàn giao hồ sơ/biên bản → (9) Bảo hành/bảo trì.
Leadtime tham khảo: 3–7 ngày cho mẫu/prototype; 7–20 ngày cho sản xuất loạt; lắp đặt 1–3 ngày (nếu có).
Leadtime tham khảo: 3–7 ngày cho mẫu/prototype; 7–20 ngày cho sản xuất loạt; lắp đặt 1–3 ngày (nếu có).
(1) Tiếp nhận yêu cầu & kiểm tra file
Ngay từ bước đầu, chúng tôi tiếp nhận đầy đủ file DXF/DWG/STEP/PDF cùng các yêu cầu kỹ thuật liên quan. Kỹ sư sẽ kiểm tra tính đầy đủ của kích thước, dung sai, ký hiệu hàn, hướng đánh bóng, kiểu bề mặt…
(2) Tư vấn DFM & chốt thông số
Ở bước này, chúng tôi thực hiện tư vấn DFM inox (Design for Manufacturability) dựa trên bản vẽ gốc. Kỹ sư đề xuất bán kính uốn tối ưu, khe hở hàn hợp lý, phương án ghép tấm và thứ tự công đoạn (cắt laser, chấn CNC, hàn, mài, đánh bóng) sao cho sản phẩm vẫn đáp ứng công năng nhưng dễ gia công, dễ lắp đặt.
(3) Báo giá/tiến độ & ký PO/HĐ
Bảng báo giá chi tiết được gửi trong vòng khoảng 24 giờ làm việc dựa trên bản vẽ đã được chốt DFM, phòng kinh doanh – kỹ thuật tiến hành bóc tách vật tư, công đoạn gia công (cắt, chấn, hàn, đánh bóng, lắp ráp, kiểm tra…), hoàn thiện bề mặt và chi phí vận chuyển.
(4) Gia công mẫu (nếu cần)
Với các dự án mới hoặc sản phẩm phức tạp, chúng tôi luôn khuyến nghị thực hiện một mẫu đầu tiên hoặc một lô nhỏ để Quý khách kiểm tra thực tế.
(5) Sản xuất loạt
Sau khi mẫu được phê duyệt, chúng tôi thiết lập jig/fixture, dưỡng kiểm và hướng dẫn công đoạn chuẩn hóa cho từng mã hàng.
(6) QC 3 bước & nghiệm thu
Hệ thống kiểm soát chất lượng tại Cơ Khí Hải Minh được tổ chức thành ba lớp: IQC, IPQC và OQC. Ở bước IQC, vật liệu đầu vào được kiểm tra CO-CQ, chiều dày, mác thép, bề mặt và các yêu cầu đặc biệt khác; chỉ khi đạt chuẩn mới được đưa vào sản xuất.
(7) Giao hàng/lắp đặt
Sản phẩm được làm sạch, bọc màng PE, bo bảo vệ các cạnh sắc, đóng gói theo cụm và dán nhãn mã hàng rõ ràng.
(8) Bàn giao hồ sơ/biên bản và bảo hành
Hồ sơ bàn giao bao gồm bản vẽ hoàn công (nếu có), biên bản nghiệm thu, phiếu bảo hành, CO-CQ vật liệu và các tài liệu kỹ thuật kèm theo được chuyển cho Quý khách. Chế độ bảo hành được áp dụng theo nhóm sản phẩm, kèm phương án hỗ trợ bảo trì định kỳ nếu Quý khách yêu cầu
Quy Trình Kiểm soát chất lượng QC 3 lớp nghiêm ngặt (IQC – IPQC – OQC)
Hồ sơ nghiệm thu, tem QC, CO/CQ vật liệu và truy xuất nguồn gốc giúp dễ tích hợp vào hệ thống ISO nội bộ.
Kiểm Tra đầu vào vật tư
Đối chiếu CO/CQ, đo chiều dày, kiểm bề mặt; có thể test PMI để phân biệt 201/304/316; xử lý NCR nếu không đạt.
Trong quá trình gia công
Kiểm kích thước/ngoại quan theo tần suất; FAI (First Article Inspection) cho chi tiết đầu tiên trước khi chạy loạt.
Trước khi xuất xưởng
Kiểm 100% ngoại quan, mối hàn, bề mặt, phụ kiện; lập biên bản nghiệm thu + ảnh lưu hồ sơ, đóng gói chống xước.
Mô hình báo giá minh bạch (tách bạch 4 cấu phần)

Giúp phòng kỹ thuật/thu mua/tài chính dễ đối chiếu CAPEX, so sánh phương án, tối ưu TCO.
| Hạng mục | Ví dụ nội dung chi phí | Gợi ý tối ưu (DFM) |
|---|---|---|
| Vật liệu | Tấm/ống inox 201/304/316; chiều dày; bề mặt No.4/Hairline/BA; hệ số hao hụt cắt. | Chuẩn hóa kích thước/phôi; tối ưu nesting để giảm phế liệu. |
| Thời gian máy | Cắt laser CNC, đột dập, chấn uốn; thời gian setup & lập trình. | Chuẩn hóa lỗ/khe/radius theo khuôn phổ thông; giảm đường cắt phức tạp. |
| Hàn & hoàn thiện | Hàn TIG/MIG; mài, đánh bóng, xử lý bavia; passivation; lắp phụ kiện. | Giảm số mối hàn bằng thiết kế chấn; chọn bề mặt phù hợp (No.4/Hairline thay BA nếu không cần bóng gương). |
| Logistics / lắp đặt | Đóng gói chống xước; vận chuyển; cẩu hạ; lắp đặt – cân chỉnh tại công trình. | Chia lô giao hàng theo tiến độ; chuẩn hóa đóng gói/pallet để giảm rủi ro. |
Công thức tính giá (tổng quan)
Giá = Vật liệu + Thời gian máy (cắt/chấn/đột) + Hàn/hoàn thiện + Vận chuyển/lắp đặt.
Đơn hàng loạt thường có lợi thế do chi phí setup phân bổ trên nhiều sản phẩm → dễ chiết khấu hơn.
Khu vực phục vụ gia công Inox theo yêu cầu tại TP.HCM và lân cận
Cơ Khí Hải Minh nhận gia công và lắp đặt tận nơi tại tất cả các quận huyện TP.HCM bao gồm: Quận Gò Vấp, Quận Bình Thạnh, Quận 12, Hóc Môn, Thủ Đức… và các tỉnh lân cận như Bình Dương, Long An, Vũng Tàu.
Đối với khách hàng ở xa như Hà Nội, Đà Nẵng, Hải Phòng: Chúng tôi hỗ trợ gia công và gửi hàng qua chành xe hoặc đơn vị vận chuyển.
Các dự án gia công inox mà Cơ Khí Hải Minh đã thực hiện
Bên dưới là các dự án gia công inox mà Cơ Khí Hải Minh đã thực hiện, bạn có thể nhấn vào để xem chi tiết để biết thêm năng lực gia công của chúng tôi





Khách hàng nói gì về dịch vụ gia công inox của Cơ Khí Hải Minh?
“Bên Cơ Khí Hải Minh làm bồn inox đúng bản vẽ, mối hàn đẹp và kín, bề mặt hoàn thiện sạch. Tiến độ giao hàng đúng hẹn, hỗ trợ kiểm tra kích thước và nghiệm thu rất rõ ràng.”

Anh Quang Minh
“Dự án thiết kế & thi công thiết bị inox bếp công nghiệp (Công ty Unind Bình Phước): “Từ khâu tư vấn thiết kế đến lắp đặt đều chuyên nghiệp, bố trí công năng hợp lý và dễ vệ sinh. Thiết bị chắc chắn, hoàn thiện sắc nét, đội thi công làm nhanh gọn và phối hợp tốt với mặt bằng thực tế.”

Anh Phúc
Hình ảnh dự án thi công
























Gia công thiế bị inox công nghiệp công ty UNIND
























Gia công thiết bị inox bếp công nghiệp khu công nghiệp VSIP
Câu hỏi thường gặp
Gia công inox theo yêu cầu là gì?
Gia công inox theo yêu cầu là dịch vụ sản xuất các sản phẩm từ inox dựa trên thiết kế riêng biệt của khách hàng, được phát triển từ ý tưởng, bản vẽ hoặc mẫu sẵn có rồi gia công qua các bước cắt, chấn, hàn, mài, đánh bóng để cho ra sản phẩm hoàn thiện đúng thông số kỹ thuật.
Giá gia công inox 304 theo yêu cầu được tính như thế nào?
Giá gia công inox 304 tham khảo tại Cơ Khí Hải Minh được cấu thành từ bốn nhóm chính: chi phí vật liệu inox 304, thời gian máy (cắt laser, đột, chấn), công hàn & hoàn thiện bề mặt và chi phí vận chuyển/lắp đặt nếu có. Độ dày tấm, tổng chiều dài đường cắt, số lần chấn, mức độ phức tạp của chi tiết và yêu cầu dung sai – bề mặt đều ảnh hưởng trực tiếp tới đơn giá. Khi Quý khách gửi bản vẽ CAD kèm số lượng và tiêu chuẩn kỹ thuật, chúng tôi sẽ bóc tách cụ thể từng cấu phần chi phí để báo giá minh bạch. Cách tiếp cận này giúp Quý khách dễ dàng so sánh phương án và quản lý ngân sách.
Inox 304 và inox 201 khác nhau ra sao, nên chọn loại nào cho dự án?
Inox 304 có hàm lượng crôm và niken cao hơn, khả năng chống ăn mòn và chịu môi trường ẩm, hóa chất, thực phẩm tốt hơn inox 201, phù hợp cho các ứng dụng F&B, y tế hoặc ngoài trời. Inox 201 có ưu điểm là giá vật liệu kinh tế, thích hợp cho các kết cấu, kệ, tủ đặt trong nhà, không tiếp xúc hóa chất hoặc môi trường ẩm mặn. Khi tư vấn, chúng tôi thường khuyến nghị inox 304 cho các hạng mục liên quan an toàn thực phẩm, vệ sinh và hình ảnh thương hiệu, còn inox 201 chỉ nên dùng khi điều kiện làm việc thực sự phù hợp. Đội ngũ kỹ sư của Cơ Khí Hải Minh luôn sẵn sàng phân tích từng case cụ thể để Quý khách không phải đánh đổi độ bền dài hạn chỉ để tiết kiệm chi phí ngắn hạn.
Thời gian sản xuất (leadtime) đơn hàng gia công inox là bao lâu?
Với các đơn hàng làm mẫu hoặc lô nhỏ, thời gian sản xuất inox thông thường trong khoảng 3–7 ngày làm việc tùy độ phức tạp. Với các đơn hàng sản xuất loạt, leadtime điển hình dao động 7–20 ngày, phụ thuộc số lượng, tình trạng vật tư và yêu cầu lắp đặt tại hiện trường. Những hạng mục đòi hỏi jig – fixture phức tạp, nhiều công đoạn hàn và hoàn thiện cao cấp có thể cần thêm thời gian để đảm bảo chất lượng. Khi nhận được bản vẽ và kế hoạch tiến độ dự án, chúng tôi sẽ chốt lịch giao hàng cụ thể để Quý khách dễ lồng ghép vào tổng tiến độ.
Cơ Khí Hải Minh có nhận gia công số lượng nhỏ (dưới 10 cái) không?
Câu trả lời là có, MOQ gia công inox tại Cơ Khí Hải Minh khá linh hoạt, chúng tôi vẫn nhận các đơn dưới 10 sản phẩm dưới dạng lô mẫu hoặc lô thử nghiệm. Với các đơn này, đội ngũ kỹ sư sẽ rà lại bản vẽ, tối ưu khả năng gia công và thống nhất trước tiêu chuẩn kỹ thuật để chuẩn bị cho các lô sản xuất tiếp theo. Đơn giá trên mỗi sản phẩm của lô nhỏ thường cao hơn do chi phí setup máy, lập trình và chế tạo jig – fixture phải phân bổ cho ít sản phẩm. Tuy nhiên, cách làm này giúp Quý khách kiểm chứng thiết kế, kiểm tra lắp ghép thực tế trước khi chốt sản xuất hàng loạt, giảm rủi ro phải sửa đổi lớn về sau.
Cơ Khí Hải Minh có hỗ trợ lắp đặt và bảo hành sau gia công không?
Chúng tôi có đội ngũ kỹ thuật chuyên trách lắp đặt tại chỗ cho các dự án ở TP.HCM, Hà Nội, Bình Dương và có thể bố trí nhân sự tới các tỉnh khác theo thỏa thuận. Mỗi nhóm sản phẩm như bàn kệ, chậu rửa, bồn bể, thiết bị bếp hay kết cấu kỹ thuật đều có chính sách bảo hành riêng, gắn với điều kiện vận hành và môi trường sử dụng. Khi bàn giao, Cơ Khí Hải Minh cung cấp biên bản nghiệm thu, hướng dẫn vận hành và khuyến nghị bảo trì để Quý khách khai thác thiết bị an toàn, ổn định. Với các hệ thống làm việc liên tục, chúng tôi có thể thiết kế gói bảo trì định kỳ để tối ưu chi phí vòng đời.
Cách kiểm tra chất lượng sản phẩm inox sau gia công như thế nào?
Về cơ bản, Quý khách nên kiểm tra ba nhóm tiêu chí chính: kích thước, ngoại quan bề mặt và chất lượng mối hàn. Ở phần kích thước, cần so đối chiếu thực tế với bản vẽ tại các vị trí quan trọng, đặc biệt là các lỗ lắp bulông, mặt bích ghép nối và các kích thước ảnh hưởng tới lắp đặt. Về ngoại quan, hãy quan sát bề mặt inox xem có trầy xước sâu, cháy xém, biến màu hay không; các cạnh phải được xử lý bavia an toàn. Với mối hàn, Quý khách nên kiểm tra độ liền mạch, đều, không rỗ khí hoặc nứt, không gây biến dạng lớn. Cơ Khí Hải Minh áp dụng kiểm tra IQC, IPQC và OQC, đồng thời cung cấp biên bản đo kiểm, hình ảnh nghiệm thu để bộ phận QC của Quý khách dễ đối chiếu.
Khu vực nào được lắp đặt và giao nhanh?
Các khu vực được ưu tiên lắp đặt và giao nhanh gồm TP.HCM, Bình Dương và các tỉnh lân cận nhờ khoảng cách gần và tần suất điều xe thường xuyên. Với các tỉnh thành phố khác như Hà Nội, chúng tôi tổ chức giao hàng toàn quốc thông qua đối tác vận chuyển hoặc đội xe riêng, kết hợp kế hoạch lắp đặt tại chỗ cho những hạng mục cần cân chỉnh. Tùy theo quy mô và tính cấp bách của dự án, Cơ Khí Hải Minh có thể đề xuất giao theo từng đợt để kịp tiến độ lắp đặt của Quý khách. Toàn bộ yêu cầu về đóng gói, chống xước, bốc xếp và an toàn khi vận chuyển sẽ được thống nhất ngay từ giai đoạn báo giá.
Bên Cơ Khí Hải Minh nhận những định dạng file nào khi gửi bản vẽ kỹ thuật?
Chúng tôi tiếp nhận hầu hết các định dạng file kỹ thuật phổ biến như DXF, DWG, STEP và PDF, đây cũng là nhóm định dạng file dxf dwg step được sử dụng rộng rãi trong ngành cơ khí. DXF/DWG phù hợp cho chi tiết tấm 2D, STEP dùng cho mô hình 3D lắp ráp, còn PDF giúp thể hiện ghi chú vật liệu, dung sai và tiêu chuẩn liên quan. Nếu Quý khách chỉ có bản phác thảo hoặc mẫu thực tế, đội ngũ kỹ sư của Cơ Khí Hải Minh có thể hỗ trợ dựng lại bản vẽ CAD chuẩn hóa để đưa vào sản xuất. Việc chuẩn bị hồ sơ đúng định dạng giúp rút ngắn thời gian bóc tách, hạn chế sai sót và khiến báo giá sát thực tế hơn.